Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Сварочные операции: Сварка трением и диффузионная сварка
Разновидности процесса сварки трением
Сварка трением осуществляется при нагреве материалов, вызванном относительным перемещением прижатых друг к другу соединяемых поверхностей. Сварку можно получить различными способами: с помощью вращения третьего тела, одновременным вращением двух деталей, привариваемых к третьей детали, вибрацией одной детали. Сваркой трением свариваются малоуглеродистые, углеродистые, инструментальные высоколегированные стали различных классов, алюминиевые, медные, титановые сплавы, цирконий, как в однородном, так и в разнородном сочетании, термопласты. Можно сваривать трудно свариваемые разнородные сочетания: алюминий и его сплавы со сталью, медь и ее сплавы со сталью, медь с алюминием и др. Экономически целесообразно применять сварку трением для соединения деталей, имеющих сечение в стыке от 20 до 8000 мм2. Наиболее часто соединяются стержни диаметром от 8 до 80 мм и трубы диаметром от 20 до 120 мм.
Сварка трением по сравнению с контактной стыковой сваркой имеет следующие преимущества: меньшие затраты электроэнергии в 5 ... 10 раз (удельная затрачиваемая энергия составляет 15 ... 20 Вт/мм2 против 120 ... 150 Вт/мм2 для контактной сварки) и улучшение условий труда. Производительность — 60 ... 450 сварок в час.
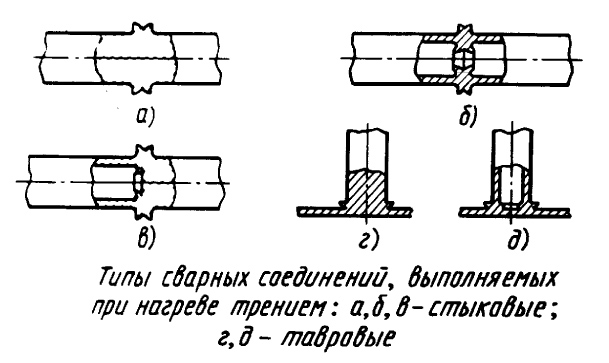
Типы сварных соединений, выполняемых при нагреве трением:
а, б, в - стыковые; г, д - тавровые
Наиболее приемлемые сварные соединения представлены на рис. Если к деталям предъявляют требования повышенной прочности, нужно конструировать соединения, обеспечивающие равные условия для пластической деформации обеих деталей и теплоотвода от зоны сварки. При сварке деталей из однородных материалов этого достигают созданием равновеликих сечений в стыке. Для соединения металлов со значительно отличающимися теплофизическими свойствами можно использовать один из следующих вариантов: 1) выполнить диаметр детали из более пластичного металла на 15 ... 20% большим; 2) применить специальную оправку; 3) обработать торцы деталей в виде конусов, причем на детали из более жаропрочного металла конус должен быть вогнутым; 4) применить промежуточную прослойку из металла, температура плавления которого является средней по отношению к температурам плавления свариваемых металлов.
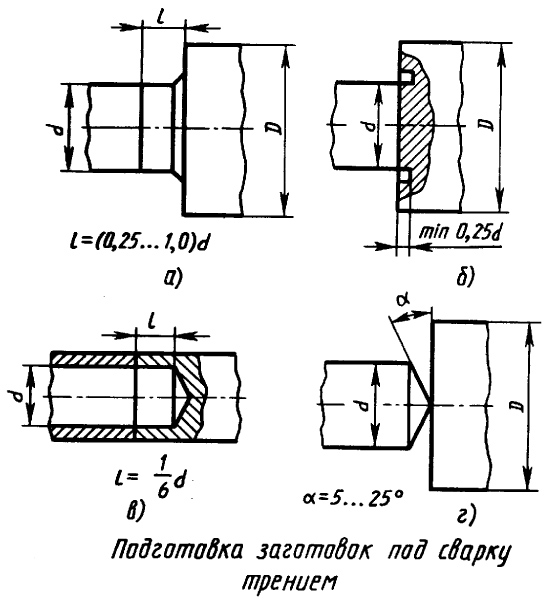
Подготовка заготовок под сварку трением
Для уменьшения потребляемой мощности и нагрузки на захватные устройства целесообразно делать конусную или сферическую подготовку конца одной детали. В этом случае осуществляется постепенное увеличение площади соприкосновения деталей при сварке.
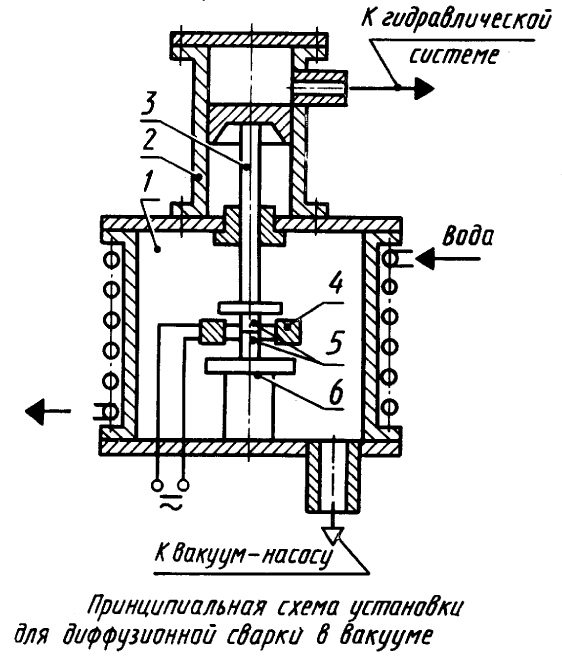
Принципиальная схема установки для диффузной сварки в вакууме
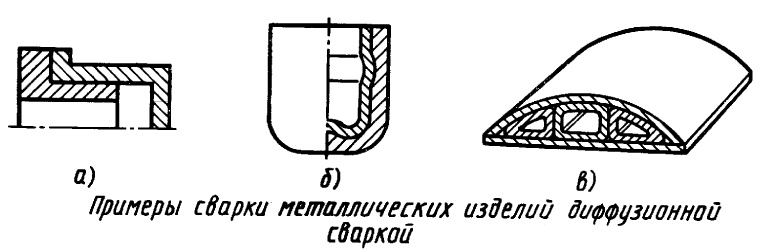
Диффузионная сварка в вакууме осуществляется в твердой фазе при повышенных температурах и сжимающих напряжениях, достаточных для пластической деформации микровыступов с целью обеспечения физического контакта по всей соединяемой поверхности деталей без значительной их макропластической деформации. Сдавливание и нагрев деталей в вакууме производят различными способами. На рис. изображена сварка деталей под давлением поршня гидроцилиндра. Детали закреплены на столе вакуумной камеры и нагреты индуктором. Диффузионной сваркой можно соединять детали из: однородных и разнородных металлов, металла и керамики, полупроводниковых материалов и металлов, стекла и металлов и др. Тип сварного соединения может быть различным, в том числе плоскоцилиндрическим, цилиндрическо-криволинейным, плоскокриволинейным. Можно соединять детали, имеющие замкнутые внутренние
полости; фольгу толщиной в несколько микрометров и массивные детали; тонкие детали с деталями значительной толщины.