Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Ликбез: Процесс сварки под флюсом
Процесс сварки под флюсом
Процесс сварки под флюсом
Принципы сварки под флюсом (SAW)
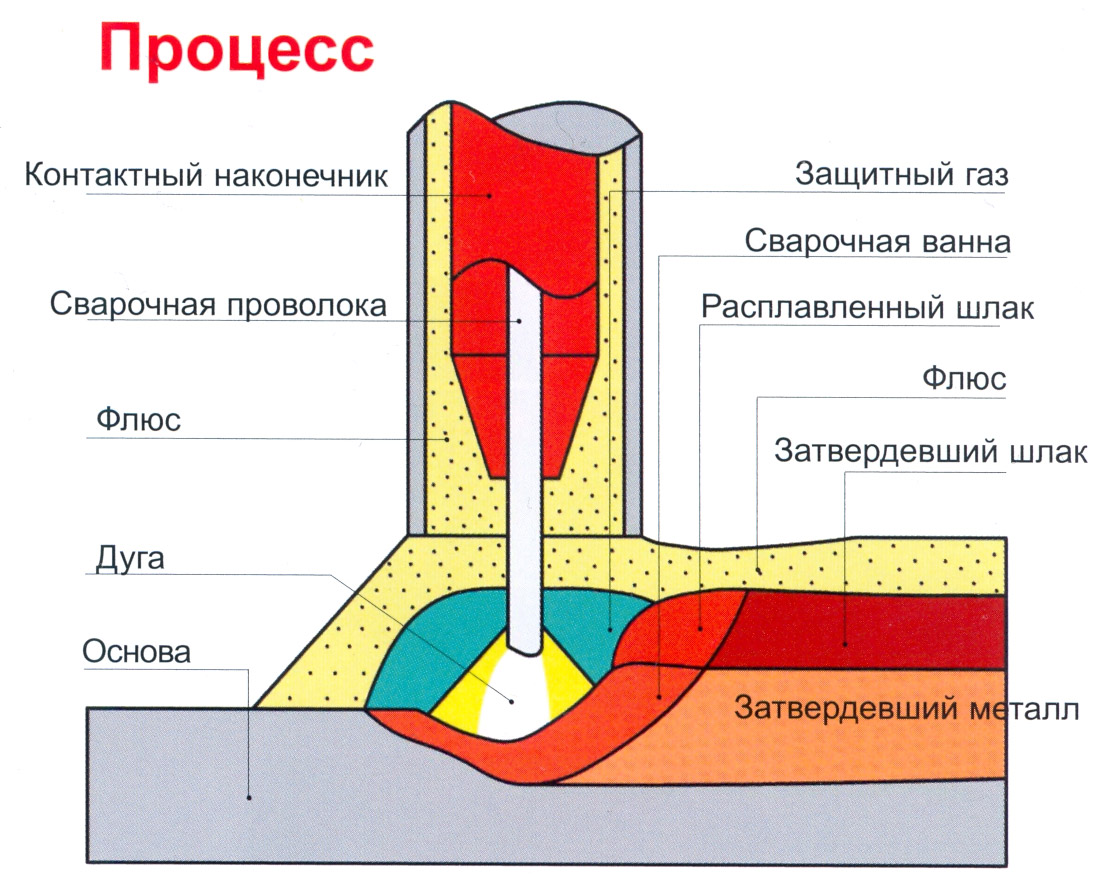
При сварке под флюсом (SAW) дуга и свариваемый металл находятся под слоем флюса. Этот слой защищает металл наплавления от загрязнений и помогает сконцентрировать тепло в точке сварки. Расплавленный флюс поднимается из сварочной ванны, раскисляя и очищая жидкий металл. После этого он образует защитный шлак над только что наплавленным материалом.
Этот процесс пригоден для сварки материалов толщиной от 2 мм, поэтому его можно использовать для целого ряда задач сварки. SAW - это один из самых универсальных процессов сварки. Возможность применения разных методов позволяет сваривать любые марки стали - от нелегированных до высоколегированных, в том числе на основе никеля.
Наша компания гордится своей способностью предложить самые разные решения в области сварки, начиная с простых однодуговых источников питания и заканчивая целыми системами из нескольких двухдуговых устройств.
Режим постоянного напряжения
Характеристики дуги
Режимы постоянного напряжения и постоянной силы тока
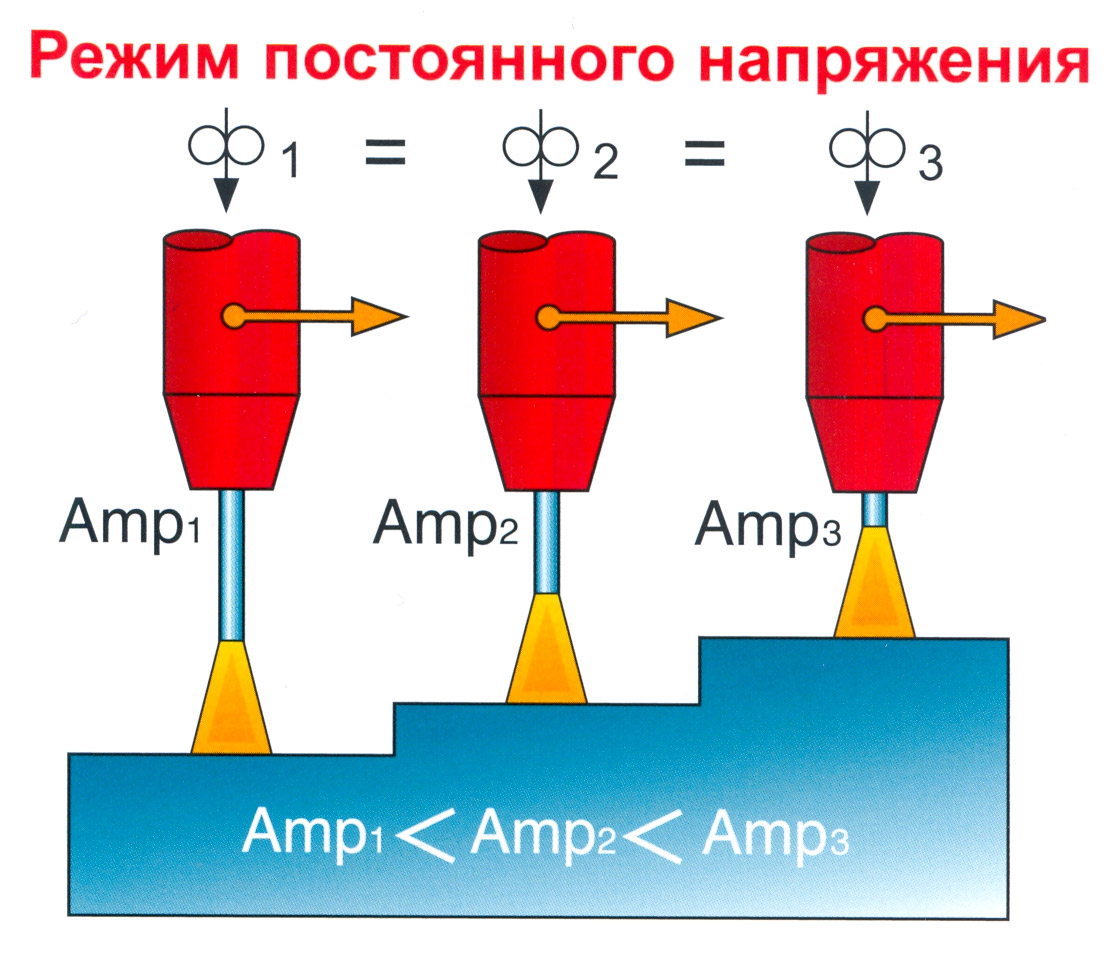
Благодаря широкому дипазону диаметров проволоки, которые можно использовать при сварке под флюсом, этим процессом можно пользоваться в режимах постоянного напряжения и постоянной силы тока:
Режим постоянного напряжения (CV) идеально подходит для электродов небольшого диаметра. Он гарантирует высокую стабильность и химическую активность дуги благодаря постоянной скорости подачи проволоки и постоянной корректировке силы тока для достижения заданного значения напряжения. Этот режим гарантирует равномерную скорость наплавления.
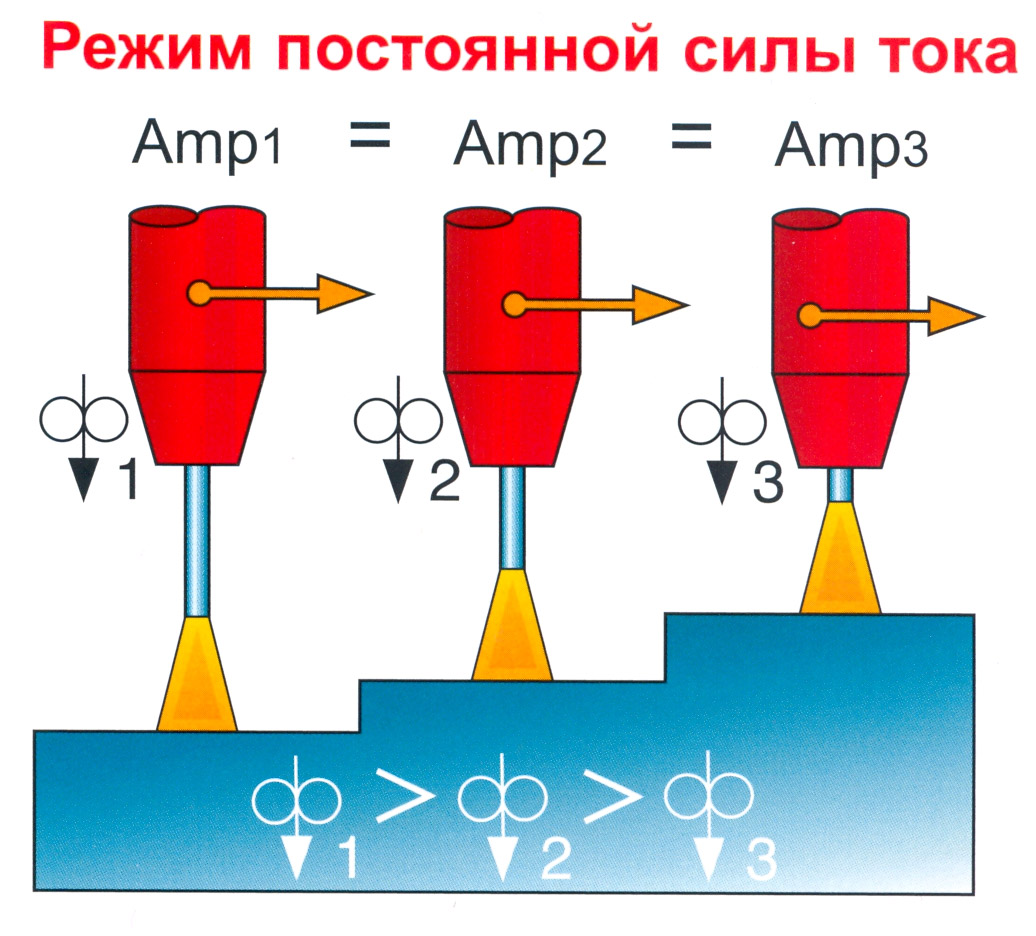
Режим постоянной силы тока (СС) обычно используется с электродами большого диаметра. Он подразумевает постоянную корректировку скорости подачи проволоки для достижения заданного значения напряжения и силы тока (ампер). Этот режим гарантирует равномерную глубину проплавления.
Полярность электрода
Сварка под флюсом возможна при:
✓ постоянном токе обратной полярности - для обеспечения максимальной глубины проплавления;
✓ постоянном токе прямой полярности - для получения максимальной скорости наплавления;
✓ переменном токе - промежуточный вариант между постоянным током прямой и обратной полярности;
✓ переменном токе - для снижения магнитных помех.
Режим постоянной силы тока
Расширенные функциональные возможности
Время зажигания: регулируя скорость подачи проволоки в момент поджигания, можно улучшить характеристики дуги в начале сварки.
Регулировка зажигания дуги / регулировка заварки кратеров: начало и завершение сварки всегда представляют собой переходные периоды. Независимая регулировка параметров сварки в течение этих периодов позволяет с точностью контролировать глубину проплавления и заполнения.
Время отжига: эта функция помогает предотвратить застывание электрода после завершения сварки.
Ниша и типичное применение
• легкая и тяжелая промышленность, работающая с продукцией из нелегированной стали;
• камеры высокого давления из нелегированных и низколегированных материалов;
• трубы любых сортов;
• низколегированные изделия для офшорных конструкций;
• обрабатывающая промышленность для низко- и высоколегированных продуктов.