Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Поверхностная воздушно-дуговая резка
Поверхностная воздушно-дуговая резка, обычно называемая воздушно-дуговой строжкой (ВДС), широко используется на предприятиях, выполняющих большой объем сварочных работ, особенно на судостроительных. Однако большинство даже квалифицированных рабочих, в том числе и имеющих большой производственный опыт, но работающих на небольших производствах, не имеют представления о данном процессе. Что же такое воздушно-дуговая строжка, для чего она используется, какие имеет достоинства и недостатки?
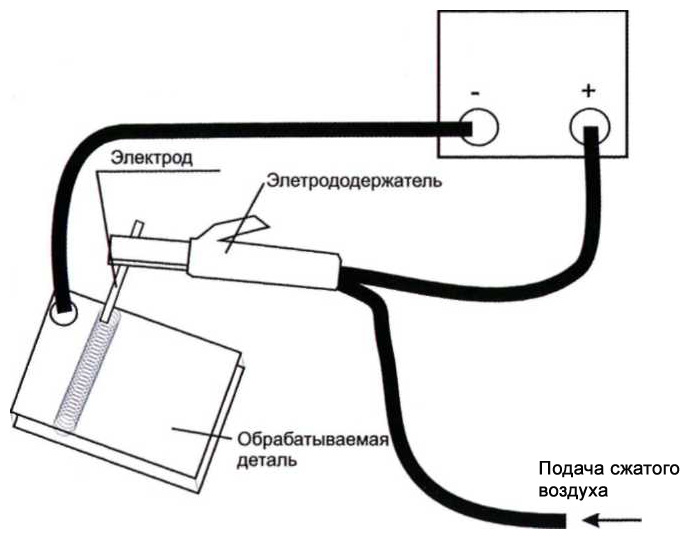
В данном процессе дуга используется для плавления металла, который затем выдувается воздушной струей под давлением. Схема поста ВДС приведена на рисунке.
Схема поста воздушно-дуговой строжки
Воздушно-дуговая строжка широко используется при:
- удалении (выборке) дефектных участков сварных швов;
- выборке корня шва до чистого металла при двусторонней сварке;
- удалении швов приварки к основной конструкции различных временных приспособлений (гребенок, выводных планок и т.п.);
- подготовке кромок под сварку (разделка);
- прожигании отверстий;
- удалении дефектных прихваток;
- снятии усилений сварных швов;
- выборке дефектов литья и удалении прибылей с отливок;
- разделительной резке металлов, не поддающихся обычной газовой резке.
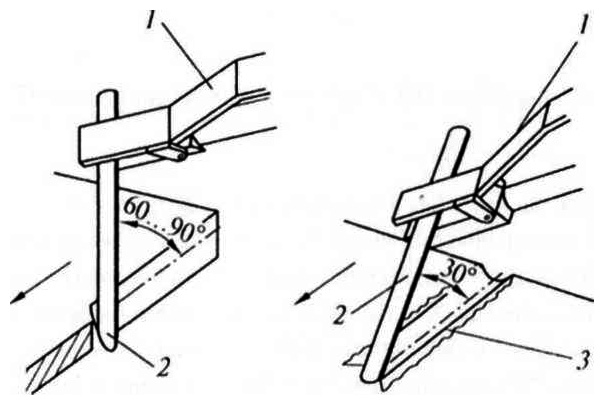
При этом воздушно-дуговая строжка применима практически ко всем металлическим материалам - углеродистым, низколегированным, высоколегированным сталям, в том числе и хромоникелевым аустенитного класса, чугунам, медным и алюминиевым сплавам и другим электропроводным материалам. В качестве источника электрического тока для питания дуги используются обычные сварочные источники постоянного тока соответствующей мощности с крутопадающей статической вольтамперной характеристикой. Строжка производится специальными электрододержателями (строгачами), предназначенными для закрепления электрода и подвода к нему тока. В неподвижной губке строгача имеются отверстия для подачи струи воздуха параллельно электроду. В качестве электродов используются сплошные плоские (квадратные или пластинчатые) или круглые угольные или графитовые, обычно с омедненной поверхностью, стержни диаметром 6-12 мм и длиной 300-350 мм. При разделительной резке электрод углубляется в полость реза под углом 60-90° к поверхности разрезаемого металла. При поверхностной строжке дуга горит между концом электрода и поверхностью обрабатываемого металла. Электрод наклонен к поверхности под углом 30° (см. рисунок) в сторону, обратную направлению строжки, которую выполняют на постоянном токе обратной полярности при строжке черных металлов и на прямой полярности или на переменном токе при строжке цветных металлов.
Положение электрода при поверхностной строжке
При этом напряжение на дуге составляет 40-50 В, сила тока 250-1500 А, давление воздуха 0,4-0,6 МПа, расход воздуха 20-40 м3/час, масса выплавляемого металла - до 20 кг/час. Для подачи воздуха используются обычно цеховые магистрали сжатого воздуха, а при их отсутствии - воздушные компрессоры. Глубина и контур образовывающейся при строжке канавки регулируются углом наклона электрода и скоростью его перемещения. Можно выполнять канавки глубиной до 25 мм: если держать электрод под большим углом при низкой скорости его перемещения, то получается узкая глубокая канавка. Обычно ширина канавки на 3-4 мм больше диаметра электрода. Наклон электрода под углом 35° позволяет выполнить канавку обычной глубины и обеспечит самую высокую скорость строжки. Самую глубокую канавку можно сделать, если держать электрод под углом 40-75°. При этом скорость передвижения электрода должна быть такой, чтобы был слышен равномерный свистящий звук, а поверхность канавки получалась бы чистой и гладкой. Чем больше сила тока, тем больше металла можно удалить при строжке. Однако каждый тип и диаметр электрода рассчитан на определенный уровень силы тока и идеальным является уровень чуть ниже максимального показателя для данного электрода. Например, для угольно-графитового электрода диаметром 8 мм сила тока лежит в пределах 200-450 А.
Достоинства воздушно-дуговой строжки:
- высокая производительность;
- простота процесса: любой сварщик, даже невысокой квалификации, может освоить процесс после нескольких тренировок;
- простота и доступность оборудования: по сути, если имеется сварочное оборудование, то необходим только строгач - все остальное имеется;
- достаточно высокое качество реза, не уступающее качеству газокислородной резки.
Недостатки воздушно-дуговой строжки:
- большое выделение паров, газов и брызг металла, поэтому требуется соответствующая вытяжная вентиляция и меры пожарной безопасности;
- науглероживание металла на поверхностях кромок реза и выплавляемых канавок: требуется обязательная механическая зачистка для удаления поверхностного слоя.