Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Сварочные операции: Контактная сварка
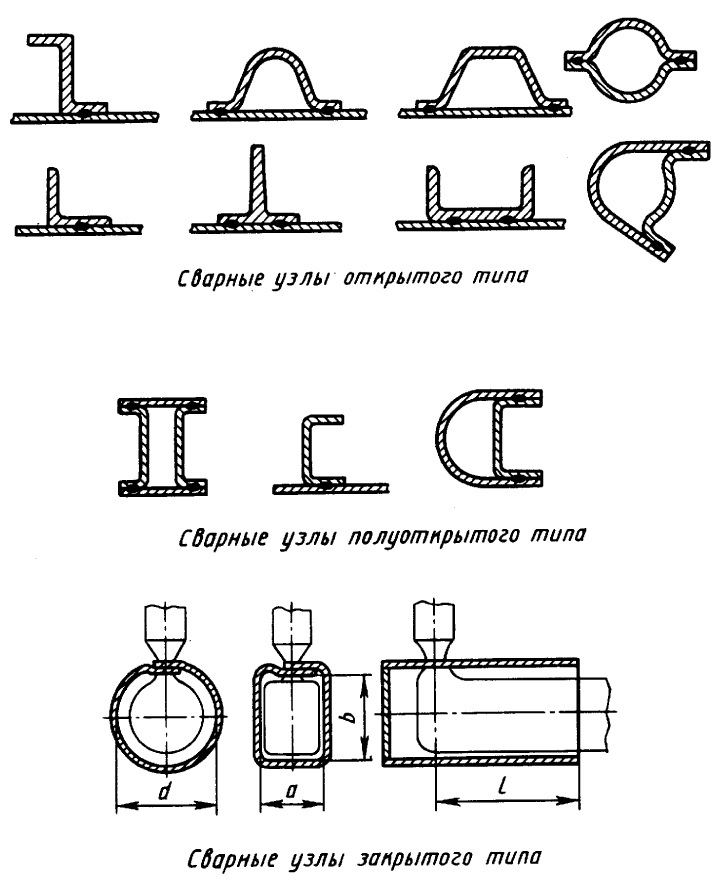
Сварные узлы открытого, полуоткрытого и закрытого типов
Контактная сварка. Контактной сваркой сваривают малоуглеродистые и специальные стали, цветные металлы и их сплавы толщиной от нескольких микрон до 30 мм при точечной сварке. Этот способ сварки характеризуют высокий уровень механизации и автоматизации, высокая производительность и культура производства.
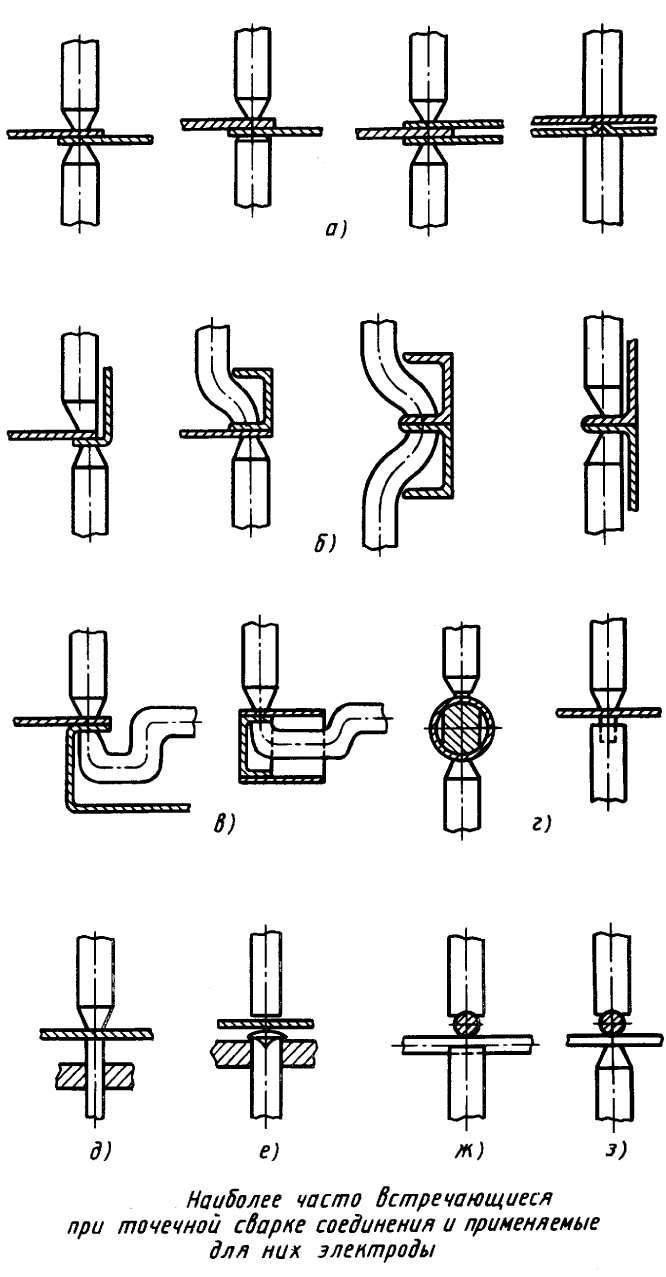
Наиболее часто встречающиеся при точечной сварке соединения и применяемые для них электроды
Точечной и шовной контактной сваркой можно соединить детали и узлы весьма сложной формы и разнообразных габаритов. Наиболее технологичны узлы открытого типа, сваренные прямыми электродами. Достаточно технологичны и узлы полуоткрытого типа, доступные для точечной сварки наклонно поставленными или изогнутыми электродами. Изготовление узлов закрытого типа не встречает затруднений, если размеры не меньше некоторого минимального значения. Сварку деталей с малым поперечным сечением производят на оправке при условии свободного доступа к детали с двух сторон. Приварка к листу штифта, Т-образная сварка листа с длинным стержнем, сварка стержней между собой и приварка стержня к листу могут осуществляться на обычном оборудовании с применением стандартных или специализированных электродов и зажимных приспособлений, закрепленных на электрододержателе.
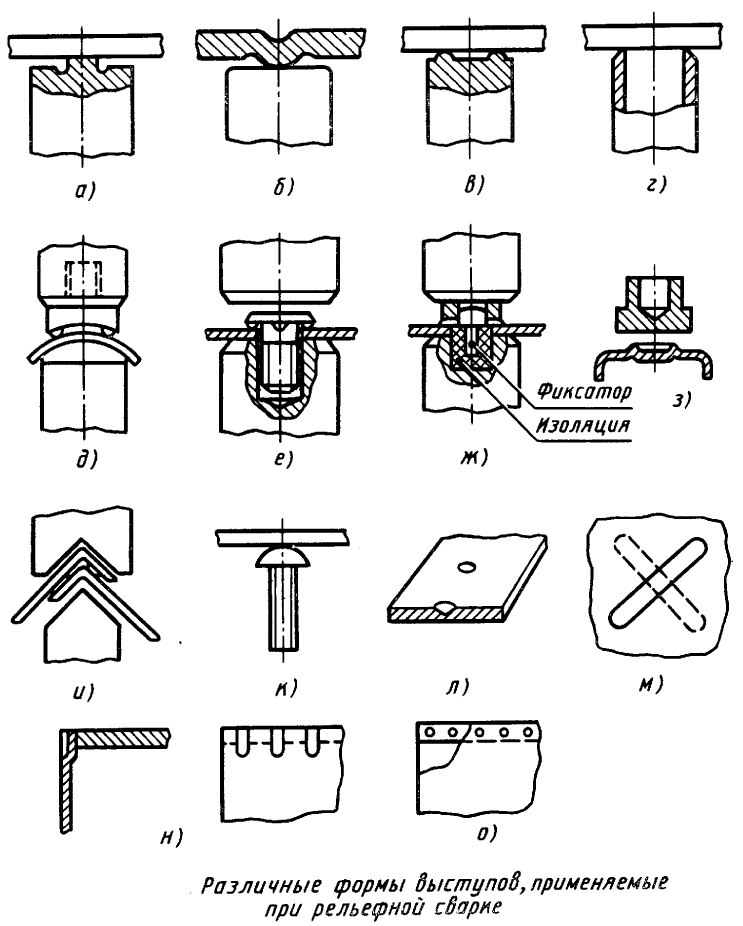
Различные формы выступов, применяемые при рельефной сварке
Рельефная сварка применяется, в основном, для сварки деталей из малоуглеродистой стали одновременно в нескольких точках или тогда, когда использование обычной точечной сварки затруднительно. Рельефные выступы выполняются штамповкой, сварка производится на специальных сварочных прессах. Алюминиевые и медные сплавы этому способу сварки поддаются труднее. На рис. показаны различные случаи применения рельефной сварки: при соединении листа со стержнем и с трубой; при приварке небольших деталей к деталям из листового материала; при сварке уголков; при сварке тонких листов с толстыми, когда в более толстом листе выступы выполняются с помощью кернера; при сварке листов с применением продолговатых выступов; при сварке угловых соединений с продольными выступами или с выступами на торцовой поверхности, выполненными с помощью кернера. В ряде случаев использование высокопроизводительной контактной точечной сварки затрудняется отсутствием дефицитного холоднокатаного листа, в то время как горячекатаный металл требует трудоемкой очистки от окалины.
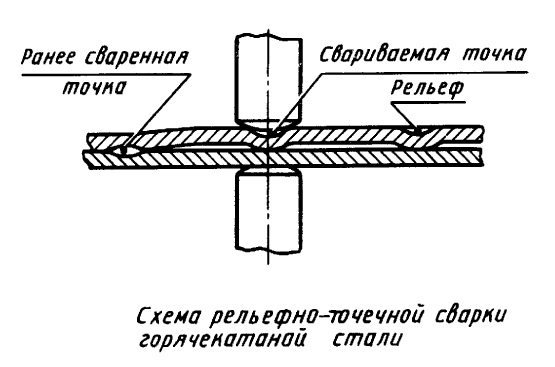
Схема рельефно-точечной сварки горячекатаной стали
Применение рельефноточечной сварки, выполняемой на точечных машинах в местах, где заранее выштампованы рельефы, позволяет успешно сваривать не очищенный от окалины горячекатаный металл, так как образование рельефа сопровождается значительной местной деформацией, в результате которой слой окалины разрушается.
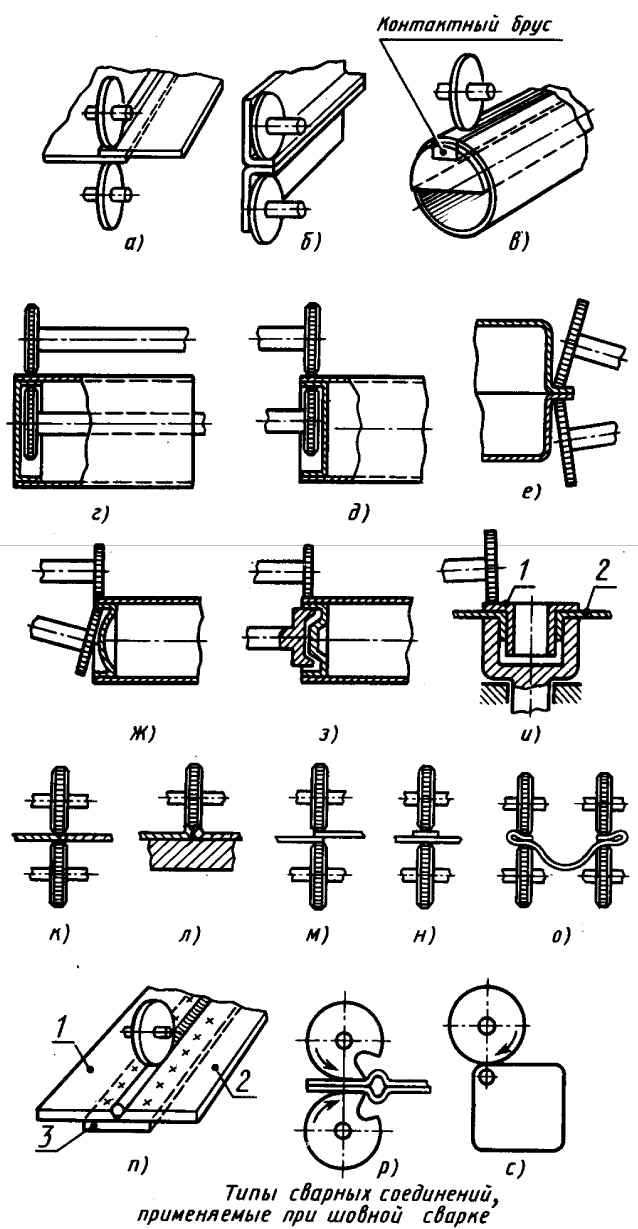
Типы сварных соединений, применяемые при шовной сварке
Шовная контактная сварка широко применяется при изготовлении труб, баков, цилиндрических сосудов и т.д. Соединение внахлестку может свариваться двумя роликами или роликом. Приемы приварки донышек к цилиндру; приварка фланца к листу. В тех случаях, когда в месте сварки требуется получить толщину металла, не превышающую толщины свариваемого листа, или когда одна из сторон свариваемой детали должна быть ровной, применяют приемы, показанные на рис.
При сварке малоуглеродистой стали повышенных толщин для получения плотных соединений иногда свариваемые листы предварительно привариваются точечной сваркой к листу, в листах делаются скосы и в образовавшуюся канавку закладывается проволока.
Шовная сварка нахлесточных соединений из малоуглеродистой стали толщиной 1, 5 ... 2, 0 мм осуществляется обычно со скоростью 0, 5 ... 1, 5 м/мин. Использование приема сварки по рельефному выступу позволяет увеличить скорость сварки примерно до 20 м/мин.
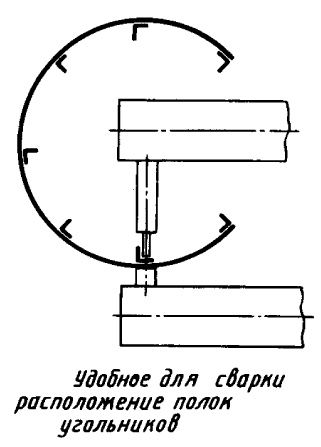
Удобное для сварки расположение полок угольников
Технологичность конструкции, выполняемой точечной или шовной сваркой, зависит от расположения сварных соединений. На рис. показан вариант расположения ребер жесткости в полузакрытом сосуде: соединение открыто и удобно для наблюдения во время сварки.
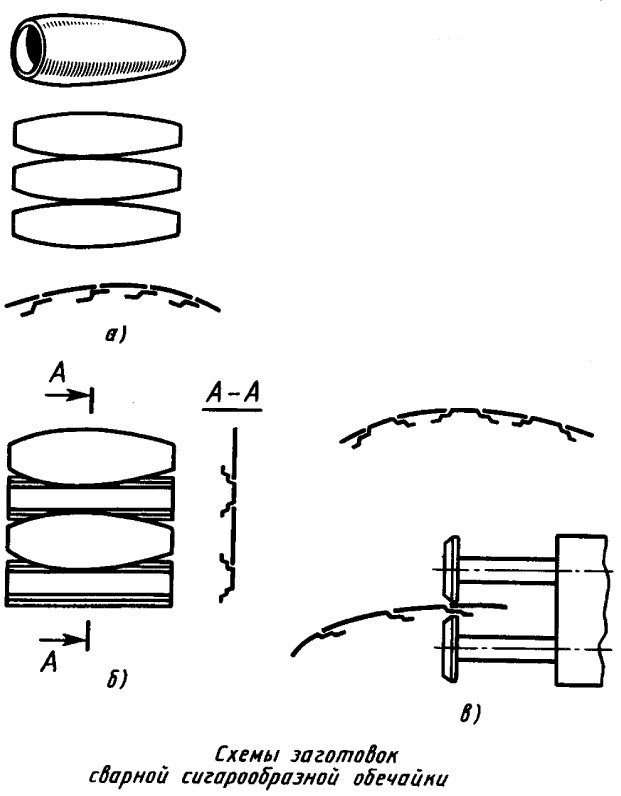
Схемы заготовок сварной сигарообразной обечайки
На рис. показаны схемы заготовок сигарообразной обечайки, изготовленной из продольных листовых элементов и ребер жесткости. Обечайка может быть сварена из криволинейных листовых секций и ребер жесткости в виде z-образных профилей. В этом случае листовые секции стыкуются на полках профилей, к которым присоединяются двумя роликовыми швами. Обечайка может быть также выполнена из прямых профилированных секций, чередующихся с криволинейными секциями. При этом число швов в 2 раза меньше, но требуется изготовление профилированных сек-
ций. Подобным же образом может быть выполнено из профилированных секций крыло самолета.
Применение контактной стыковой сварки весьма разнообразно. Она используется как при сварке проводов очень малых сечений, так и при сварке тяжелых рельсов, магистральных трубопроводов и листов толщиной до 12 мм при длине стыка до 12 м.
С развитием автоматизации и комплексной механизации особое значение использование стыковой сварки приобретает для обеспечения непрерывных процессов производства, которые без применения сварки осуществлены быть не могут. Так, например, при производстве холоднокатаных листов шириной до 2500 мм и толщиной до 8 мм в непрерывных линиях травления, отжига, лужения, цинкования, а также при холодной прокатке применяется стыковая сварка.
Контактная высокочастотная сварка может осуществляться при подводе тока к свариваемым деталям посредством контактов или с помощью индукторов. Эти виды сварки широко применяются при сварке труб и других изделий.