В сварочной отрасли выполняется большой объем однотипных сварочных работ таких как:
• протяженные многопроходные швы балок различного профиля и сечения, характерные для мостовых металлоконструкций, вагоностроения и судостроения,
• кольцевые швы труб газо- и нефтепроводов,
• герметичные оболочки тоннелей,
• цистерны и сосуды, работающие под давлением для нефтехимической отрасли.
При этом целесообразна разработка специальных автоматических сварочных устройств или целых комплексов, позволяющих существенно повысить скорость сварочных работ. Отличительной особенностью таких систем является возможность работы по заранее определенному оператором алгоритму, который при необходимости в автоматическом режиме корректируется.
Одним из самых простых устройств для автоматической сварки является сварочный трактор - самоходный автомат для дуговой электрической сварки, который при необходимости можно перенести в нужное для работы место. Сварочный трактор двигается по вектору свариваемых кромок по поверхности изделия или легкому по конструкции рельсовому пути, который переносится по месту требования. Головка сварочного трактора имеет механизм подачи электродной проволоки, проходящей через мундштук к месту сварки. Катушка с проволокой, головка и пульт управления установлены на передвижной тележке.
Автоматизация процесса подачи сварочной проволоки и перемещения горелки со сварочной скоростью позволяют увеличить производительность сварки за счет увеличения тепловой мощности дуги (увеличение тока и напряжения на дуге), причем при использовании нового цифрового блока БАРС резко повысить качество сварного шва за счет стабилизации напряжения на дуге по скорости подачи проволоки или стабилизации тока дуги, работы на жестких или падающих вольт-амперных характеристиках при использовании новых инверторных источников питания ЗАО НПФ «ИТС» (ВДУ-1008, ВДУ-1258). Автоматическая сварка под слоем флюса при использовании падающих вольт-амперных характеристик источника питания - это новый виток развития этой технологии, который основан на старых (70-е годы) немецких (фирма КЕЛЬБЕРГ) и советских (завод «ЭЛЕКТРИК», ВНИИЭС0) исследованиях в этой области. Новые установки выполнены на современной элементной базе и позволяют точно стабилизировать напряжение на дуге при падающей внешней ВАХ за счет изменения скорости подачи проволоки и добиться, таким образом, качественных сварных швов при некачественной разделке кромок.
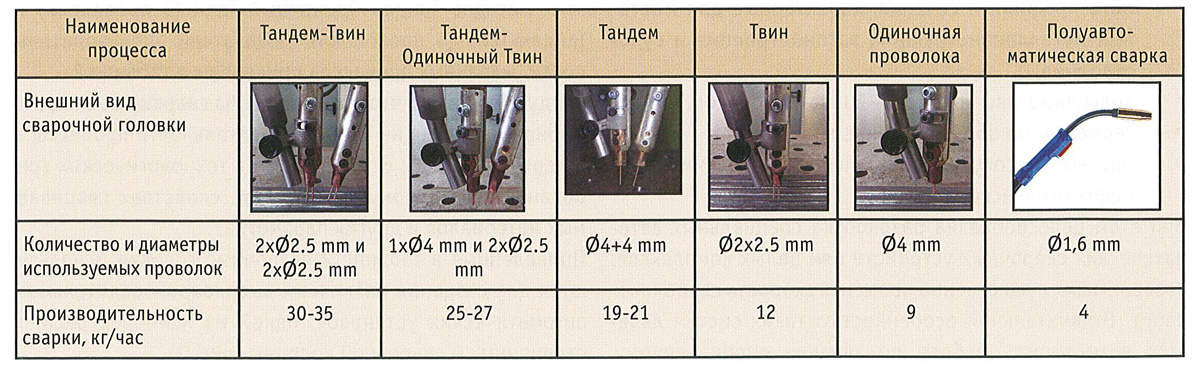
Также возможна подача нескольких сварочных проволок в одну сварочную ванну (TWIN-процесс) или последовательная сварка двумя проволоками на одном автоматическом устройстве (Тандем-процесс), а также сочетания этих методов Тандем-Одиночный Твин (3 проволоки) и Тандем-Твин (4 проволоки). Показатели производительности указанных процессов приведены в таблице.
Показатели производительности процессов
Следует отметить, что выбор способа сварки необходимо выбирать, исходя не из производительности процесса, а в первую очередь, основываясь на технологических требованиях к сварному соединению, свойствах свариваемых материалов и других параметрах. Приведенные в таблице сварочные головки используются для создания различных высокопроизводительных автоматических установок, одной из наиболее распространенных - сварочной колонны (рис. 3).
Внешний вид сварочной колонны
Сварочные колонны предназначены для крепления и перемещения головок для дуговой сварки прямолинейных и кольцевых швов сосудов или труб под флюсом или в среде защитных газов, а также для сварки продольных швов.
Колонны могут применяться в сборочно-сварочных цехах и на участках производства для автоматической дуговой сварки при изготовлении корпусных, балочных, цилиндрических и других металлоконструкций.
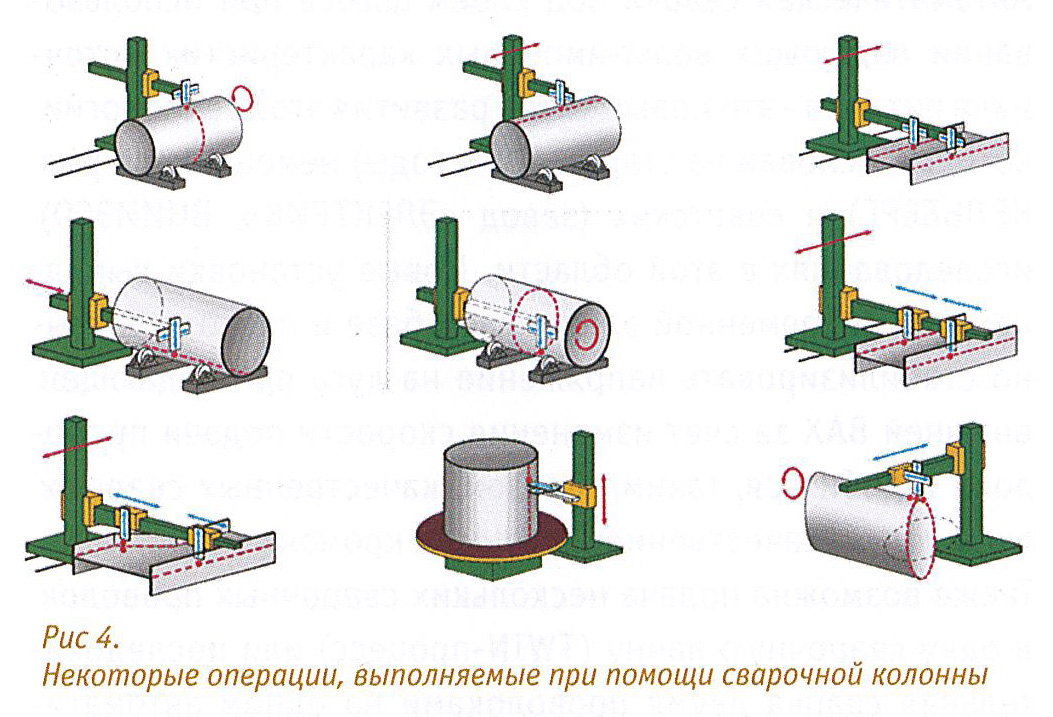
В ЗАО НПФ «ИТС» накоплен огромный опыт их проектирования, изготовления и эксплуатации на таких предприятиях, как ОАО «Петрозаводскмаш», ОАО «АТОММАШ», ОАО «УРАЛМАШ», ОАО «УРАЛХИММАШ» и др. Указанные колонны могут использовать подвесные головки для автоматической сварки под слоем флюса или в защитных газах, в том числе для наплавки или сварки внутренних швов в закрытых полостях, оснащаются системами слежения по стыку и системами видеоконтроля. Сварочные колонны подразделяются по грузоподъемности на легкие (до 200 кг), тяжелые (до 500 кг) и супертяжелые (до 800 кг) в зависимости от веса, размещаемого на консоли сварочного оборудования. Кроме сварки с помощью устанавливаемых на концах горизонтальной балки одной или нескольких головок можно осуществлять наплавку, резку и другие технологические работы (рис.4).
Некоторые операции, выполняемые при помощи сварочной колонны
С учетом высокой производительности сварки с использованием сварочной колонны, для дополнительного повышения производительности ее достаточно часто используют с несколькими сварочными позициями, при этом во время сварки на одной позиции на другой идет снятие/установка изделия, а перемещение колонны осуществляется путем ее поворота или перемещения по специально-подготовленному пути.
В качестве примера использования сварочной колонны можно привести сварочный автоматический комплекс для сварки труб под слоем флюса ОАО «НЕФТЕГАЗДЕТАЛЬ», г.Чайковский - поставщика сертифицированной трубной продукции ОАО «Газпром», ОАО «Транснефть» и других нефте- и газодобывающих компаний России.
Также востребовано применение производительных многопроволочных систем для наплавки различных поверхностей деталей и изделий, при этом наплавку принято разделять на:
• восстановительную,
• изготовительную.
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей, таких, как крановые, локомотивные, вагонные колеса, корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, засти бурильной трубы и прочее. В этом случае наплавленный металл, как правило, близок по составу и механическим свойствам основному металлу.
В качестве примера эффективной восстановительной наплавки можно привести установку, разработанную ЗАО НПФ «ИТС» - УНП-ИТС-2, по наплавке пятника грузового железнодорожного вагона с использованием головки ТВИН.