Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Экономический эффект от автоматизации процессов сварки и наплавки в различных отраслях. Примеры и расчеты. (Часть I)
Карасев М.В., д.т.н., генеральный директор ЗАО НПФ» «ИТС»,
Карасев СВ., руководитель отдела транспортного машиностроения ЗАО «НПФ» ИТС». Санкт-Петербург
Значительный дефицит рабочих-сварщиков и специалистов сварочного производства, возрастающая конкуренция и повышение требований заказчиков, предъявляемых к качеству продукции, заставляет любую компанию-производителя сварочной продукции или услуг, постоянно искать способы увеличения производительности труда в области сварочного производства и повышения качества производимой продукции.
Увеличить производительность сварочного производства и повысить качество сварных соединений возможно за счет применения различных средств и устройств, которые облегчают работу сварочного персонала, частично или полностью замещают человека при выполнении сварочных работ
В сварочном производстве принято разделять внедрение средств и механизмов в зависимости от степени замещения труда человека на:
• механизированные методы сварки,
• автоматизированные методы сварки,
• роботизированные методы сварки.
Механизированные методы сварки
Механизация - комплекс мероприятий, предусматривающих широкую замену ручных операций машинами и механизмами.
Наиболее показательным примером механизации сварочного процесса, можно считать применение сварочного полуавтомата вместо сварочного оборудования для ручной дуговой сварки штучным электродом.
При полуавтоматической сварке плавящимся электродом дуга горит между электродной проволокой, непрерывно подаваемой в дугу, и изделием, при этом подача плавящегося электрода (сварочной проволоки) механизирована.
Перемещение сварочной горелки вдоль шва с необходимой скоростью сварки производится сварщиком вручную. В качестве электрода используют либо проволоку сплошного сечения, либо порошковую проволоку. При этом для защиты зоны дуги и сварочной ванны используются защитные газы или сварочный флюс.
Применение механизированной подачи сварочной проволоки вместо использования штучного электрода позволяет:
• увеличить производительность сварочных работ в 1,5-2,5 раза при использовании проволоки сплошного сечения и в 2-4 раза при использовании порошковой проволоки,
• уменьшить потери сварочной проволоки на угар и разбрызгивание по сравнению с расходом электродов (коэффициент перехода при использовании проволок сплошного сечения составляет 80-90%, а при использовании порошковых проволок - до 98%),
• уменьшить трудозатраты на зачистку околошовной зоны до ноля при использовании порошковых проволок и как минимум в два раза при использовании проволок сплошного сечения в смеси газов,
• значительно уменьшить время на обучение сварщика, особенно при использовании порошковой проволоки, что вызвано более плавной формой провара,
• существенно улучшить внешний вид сварных швов, особенно при использовании порошковых проволок по сравнению с процессом ручной дуговой сварки.
Экономический эффект от применения механизированной сварки плавящимся электродом в защитных газах вместо ручной дуговой сварки штучным электродом рассчитан в таблице:
СРАВНЕНИЕ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ МЕХАНИЗИРОВАННОЙ И РУЧНОЙ ДУГОВОЙ СВАРКИ
Механизированная сварка сплошной проволокой
Ручная дуговая сварка покрытыми электродами
Производительность сварки
Производительность по наплавляемому металлу, кг/час
4
Производительность по наплавляемому металлу, кг/час
1,8
Время горения дуги в смену, %
60
Время горения дуги в смену, %
50
Время горения дуги (машинное время) в смене 1 сварщика, часов
4,8
Время горения дуги (машинное время) в смене 1 сварщика, часов
4
Общая масса наплавляемого за смену металла 1 сварщиком
19,2
Общая масса наплавляемого за смену металла 1 сварщиком
7,2
Сварочные материалы
Расход сварочных материалов в смену производится с учетом коэффициента перехода наплавляемого металла
Коэффициент перехода электродного металла
90%
Коэффициент перехода электродного металла
60%
Сварочная проволока СВ08Г2С d=1,6 мм, кг
21,33
Электроды, кг
12,00
Газы при расходе 12 л/мин, м3
3,456
-
Цена за единицу сварочных материалов
Сварочная проволока СВ08Г2С d=1,6 мм, руб/кг
65,00
Электроды АНО-4 d=4 мм, руб/кг
60,00
Углекислота С02 - руб/баллон 6000 л
460,00
Стоимость сварочных материалов на 1 кг наплавляемого металла
Сварочная проволока СВ08Г2С d=1,6 мм, руб/кг
72,22
Электроды для ручной дуговой сварки, руб
100,00
Углекислота С02 - руб
13,80
ИТОГО:
86,02
ИТОГО:
100,00
Стоимость электроэнергии на 1 кг наплавляемого металла
Ток сварочной дуги, А
300,00
Ток сварочной дуги, А
250,00
Напряжение сварочной дуги, В
25,00
Напряжение сварочной дуги, В
25,00
КПД (инвертор + механизм подачи)
0,800
КПД (выпрямитель+резистивный регулятор)
0,4500
Потребляемая мощность, кВт*час
9,38
Потребляемая мощность, кВт*час
13,89
Стоимость электроэнергии, руб/кВт*час
3,72
Стоимость электроэнергии, руб/кВт*час
3,72
ИТОГО:
8,72
ИТОГО:
28,70
Зар. плата на 1 кг наплавляемого металла
Зарплата одного сварщика 4 разряд с налогами, руб/ час (из расчета 40000 руб. в месяц в т.ч. НДФЛ 13%)
316,00
Зарплата одного сварщика 4 разряд с налогами, руб/ час (из расчета 40000 руб. в месяц в т.ч. НДФЛ 13%)
316,00
Продолжительность смены, часов
8
Продолжительность смены, часов
8
Зарплата сварщика за 1кг наплавляемого металла, руб
131,67
Зарплата сварщика за 1кг наплавляемого металла, руб
351,11
Итого, затраты на 1 кг наплавляемого металла
ИТОГО:
226,41
ИТОГО:
479,81
Механизированная сварка сплошной проволокой
Ручная дуговая сварка покрытыми электродами
Масса металла 1 погонного метра шва, гр.
150,00
Масса металла 1 погонного метра шва, гр.
150,00
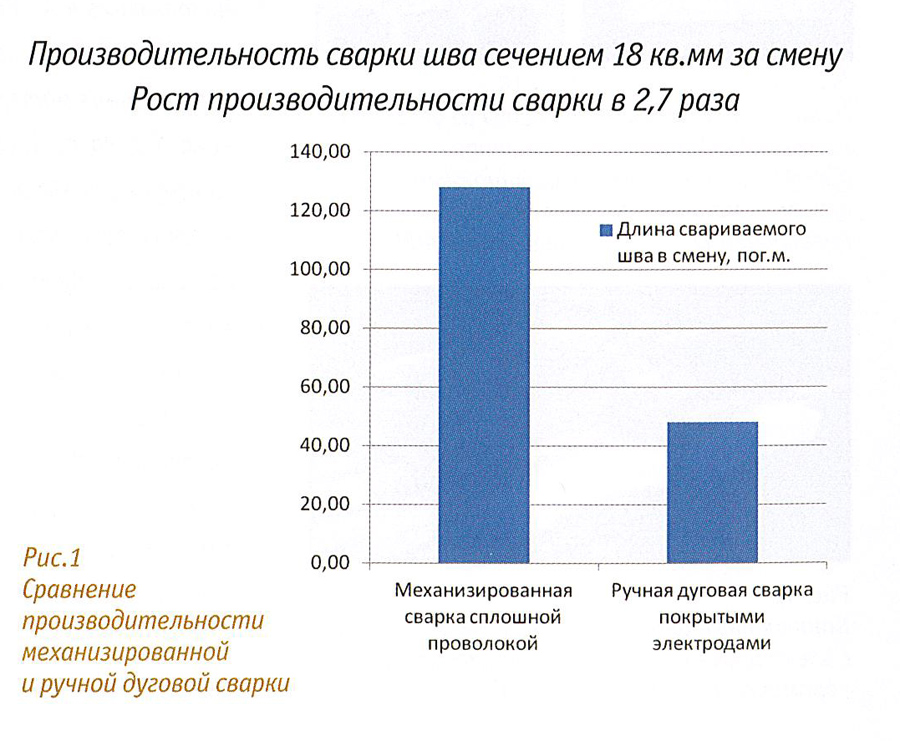
Длина свариваемого шва в смену, пог.м.
128,00
Длина свариваемого шва в смену, пог.м.
48,00
Сравнение производительности механизированной и ручной дуговой сварки
Таким образом, при сварке шва сечением 18 кв.мм. (тавровый шов с катетом б мм) общая длина свариваемого шва в смену составит (рис.1):
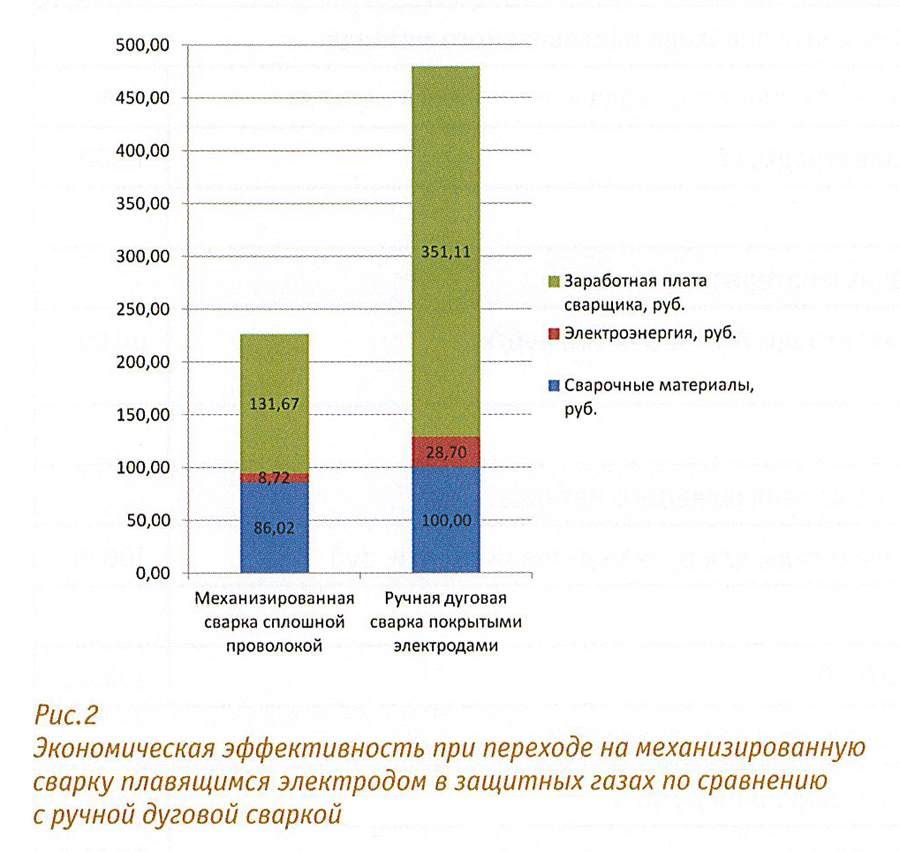
Затраты на наплавку 1 кг. металла
Механизированная сварка сплошной проволокой
Ручная дуговая сварка покрытым и электродами
Сварочные материалы, руб.
86,02
100,00
Электроэнергия, руб.
8,72
28,70
Заработная плата сварщика, руб.
131,67
351,11
Итого, руб.
226,41
479,81
Экономическая эффективность при переходе на механизированную сварку плавящимся электродом в защитных газах по сравнению с ручной дуговой сваркой
Из приведенного расчета также следует, что стоимость наплавки одного килограмма металла в сварном шве снижается (рис.2):
При переходе на механизированную сварку снижаются удельные затраты на заработную плату сварщика и затраты на электроэнергию.
Из приведенного расчета следует, что при применении механизированной сварки плавящимся электродом в защитных газах производительность увеличивается более чем в 2,6 раза, соответственно, в отсутствии необходимости увеличения объемов производства возможно сокращение половины сварочного персонала, что позволит существенно снизить затраты на оплату сварочного персонала организации. Это в свою очередь позволит в срок менее полугода окупить затраты на покупку оборудования для механизированной сварки. Экономия ФОТ за 6 месяцев при сокращении 1 сварщика составит 312000 рублей (из расчета 52000 руб./ мес. с учетом налогов) - сумма более чем достаточная для приобретения современного комплекта оборудования для механизированной сварки.
Экономия денежных средств от сокращения персонала за год составит не менее 624000 рублей на одного сварщика без учета экономии сопутствующих работе затрат.
Следует отметить, что замена ручной дуговой сварки на механизированную сварку плавящимся электродом в защитных газах возможна при условии разработки соответствующей технологии, определения режимов сварки и подборе сварочных материалов при сварке промышленных и мостовых металлоконструкций, сварке газо- и нефтепроводов, а также при сварке буровых платформ и корпусов морских судов. Это особенно актуально в настоящее время, когда появились новые порошковые проволоки шовного и бесшовного типа, обладающие повышенной производительностью наплавки и уникальными свойствами наплавленного металла и металла шва.
Еще одним способом повышения производительности сварочных работ является использование специальных позиционеров и вращателей, используя которые сварщик может перемещать свариваемое изделие в удобное для себя пространственное положение. При этом производительность работы сварщика также может возрасти в 1,5 и более раза, но уже по сравнению с процессом механизированной сварки в защитных газах плавящимся электродом. В случаях, когда в силу характера производимых работ замена ручной дуговой сварки на механизированную затруднительна, например, при выполнении ремонтных операций, связанных с частыми перемещениями сварщика, возможно применение современного многопостового энергоэффективного оборудования, а именно сварочных конверторов вместо резистивных регуляторов (балластных реостатов) при использовании в качестве источника питания многопостовых сварочных выпрямителей типа ВДМ или ВКСМ, причем в режимах ручной дуговой или механизированной сварки. Особенностью сварочных конверторов КСУ-320 или КС-300 производства ЗАО НПФ «ИТС» является существенно расширенный по сравнению с аналогами REG-400 «0ZAS», Польша или MINI BAG 320 «ESSETI», Италия диапазон рабочих напряжений на дуге при режиме механизированной сварки, а также масса других конструктивных особенностей. Это позволило выполнять сварные швы, в том числе корневые с формированием обратного валика на весу (процесс ВКС) в режиме механизированной сварки во всех пространственных положениях, проволоками сплошного сечения или порошковыми. Развитием сварочных конверторов ЗАО НПФ «ИТС» явились сварочные выпрямители ВД-320КС конверторного типа при электропитании не от многопостовых сварочных выпрямителей типа ВДМ или ВКСМ, как в случае КС-300 или КСУ-320, а от трехфазной электрической сети. Эти новые сварочные установки нашли широкое применение при работе от дизель-генераторов в ОАО «ГАЗПРОМ», ОАО «ТРАСНЕФТЬ», на буровых вышках или в условиях некачественной электрической сети на промышленных предприятиях.
В этом случае основным положительным эффектом является экономия электроэнергии при проведении сварочных работ.
Коэффициент полезного действия (КПД) балластных реостатов не превышает 50%, а КПД сварочных конвертеров типа КС-300 или КСУ-320 равен 94%. Соответственно, при одинаковом режиме работы указанного оборудования затраты на оплату электроэнергии будут примерно в 2 раза ниже.
Приведем расчет потребления электроэнергии для группы из 4-х сварщиков:
Количество постов - N, шт.
4
Количество сварщиков в смене n
4
Продолжительность рабочей смены, часов
8
Рабочих смен в году
240
Время горения дуги в смену, час
4
Рабочее напряжение, В
25
Сварочный ток, А
250
Стоимость электроэнергии за 1 квт*час, руб.
3,72
Состав сварочного оборудования
многопостовой источник с жёсткой ВАХ и 4 резистивных регулятора
многопостовой источник с жёсткой ВАХ и 4 сварочных конвертера КС-300
КПД сварочного оборудования
45%
86%
Годовые затраты на электроэнергию при сварке, руб.