Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Сварочные операции: Дуговая сварка в защитном газе
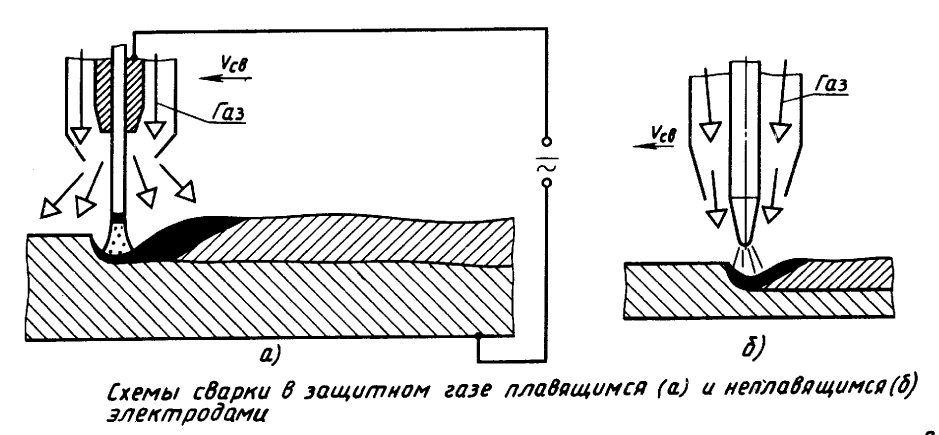
Схемы сварки в защитном газе плавящимся (а) и неплавящимся (б) электродами
Дуговая сварка в защитном газе. Сварка в углекислом газе, в инертных газах или в смесях газов широко применяется для соединения деталей из малоуглеродистых, низколегированных и коррозионно-стойких сталей.
Автоматическую аргонодуговую сварку вольфрамовым электродом используют для сварки стыковых соединений элементов толщиной 0,8 ... 3,0 мм с прямолинейными и кольцевыми швами из легированных, коррозионно-стойких и жаропрочных сталей и сплавов, а также из титана и его сплавов; при этом требуется весьма тщательная подгонка свариваемых кромок. Автоматическую аргонодуговую сварку вольфрамовым электродом с присадкой применяют для стыковых, тавровых и угловых соединений деталей толщиной 1 мм и более из титана и его сплавов и деталей толщиной 0,8 мм и более из коррозионно-стойких, жаропрочных, легированных сталей и сплавов. Сварку элементов больших толщин (до 40 мм и более) можно выполнять, используя узкую щелевую разделку кромок. Сварка неплавящимся вольфрамовым электродом в щель шириной 7 ... 9 мм может выполняться электродом с изогнутым на 20 ... 25 ° концом длиной 8 ... 12 мм.
Для обеспечения высокого качества стыковых соединений элементов малой толщины большое значение имеют конструкция сварочных подкладок и плотность прижатия к ним кромок листов. Материал подкладок, а также форма и размеры канавок могут быть различными в зависимости от материала изделия, толщины свариваемых элементов и расположения шва. Так, например, при сварке тонколистовых элементов из жаропрочных и коррозионно-стойких сталей используют медные подкладки с прямоугольными канавками. Для обеспечения более полной защиты в канавку подкладки часто вводится струя защитного газа. Применяется простейшее устройство для прижатия кромок к подкладке. Однако оно не обеспечивает достаточной равномерности давления по длине, и для сварки тонких листов прижимы рекомендуется осуществлять в виде раздельных сегментов длиной 100 ... 150 мм. Сегменты крепятся к балке шарнира, зазор между ними должен быть не более 0,5 мм. Равномерности прижатия можно достигнуть постановкой между прижимной балкой и сегментами пружин или резиновых прокладок с регулировочными винтами, однако чаще всего прижатие каждого сегмента осуществляют пневматическим или гидравлическим устройством. С целью максимального приближения к стыку прижимных пластин последние должны быть скошены вблизи шва с некоторым притуплением и иметь ширину плоскости поджима не более 5 ... 7 мм. В этом случае сила поджима, приходящаяся на 1 см длины свариваемого листа, должна быть 750 ... 800 Н. Кроме того, желательно иметь боковое усилие, прижимающее стыкуемые кромки друг к другу. В настоящее время у нас и за рубежом создано много различных установок для односторонней сварки тонколистовых элементов встык в защитной среде. Для обеспечения надежности качества соединения в таких установках стремятся автоматизировать операции возбуждения дуги, заварки кратера, контроля давления зажимов (при уменьшении давления на 50 % сварка прекращается) , длины дуги и расхода газа.
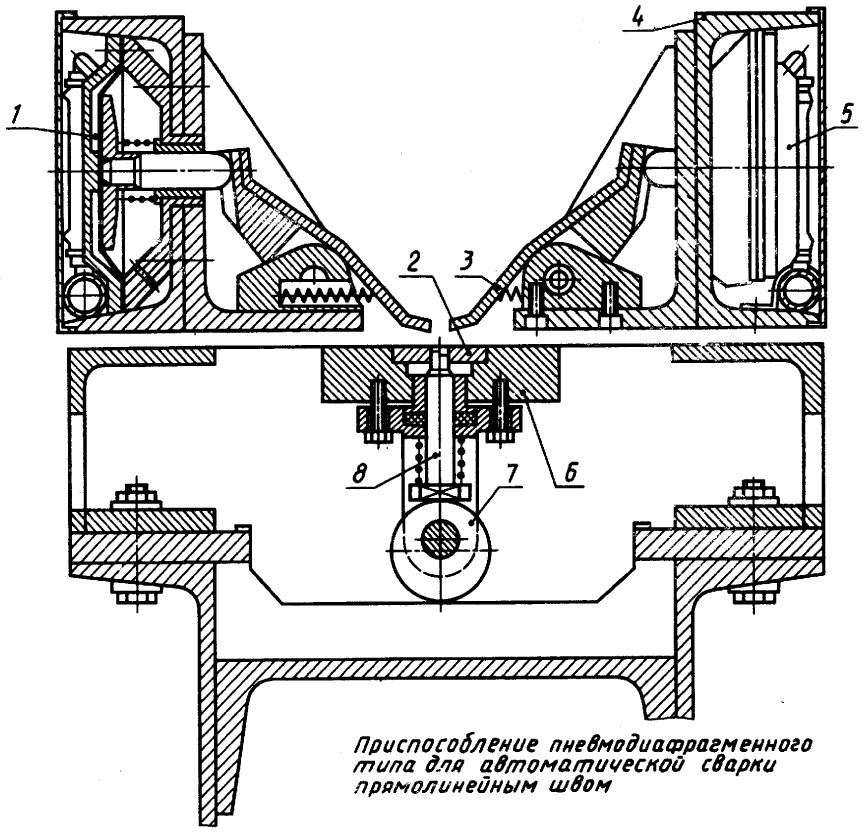
Приспособление пневмодиафрагменного типа для автоматической сварки прямолинейным швом
На рис показано приспособление диафрагменного типа с клавишными прижимами. Приспособление состоит из жесткого каркаса, на верхнем основании которого закреплен ложемент с подкладкой. Поджим свариваемых кромок осуществляется раздельно для каждого листа через набор прихватов, укрепленных на балках. Давление на прихваты передается пневмокамерами и регулируется редуктором. Установка и зажатие листов производятся в такой последовательности: поворотом эксцентрикового валика из подкладки выдвигаются фиксаторы, после чего до упора в них справа заводится листовая заготовка и зажимается подачей воздуха в камеру. Затем фиксаторы убираются; до упора в кромку правой заготовки устанавливается левая заготовка и зажимается подачей воздуха в камеру. Этим достигается легкая и точная установка заготовок по ручью подкладки и совмещение стыка свариваемых кромок с плоскостью перемещения электрода сварочной головки.
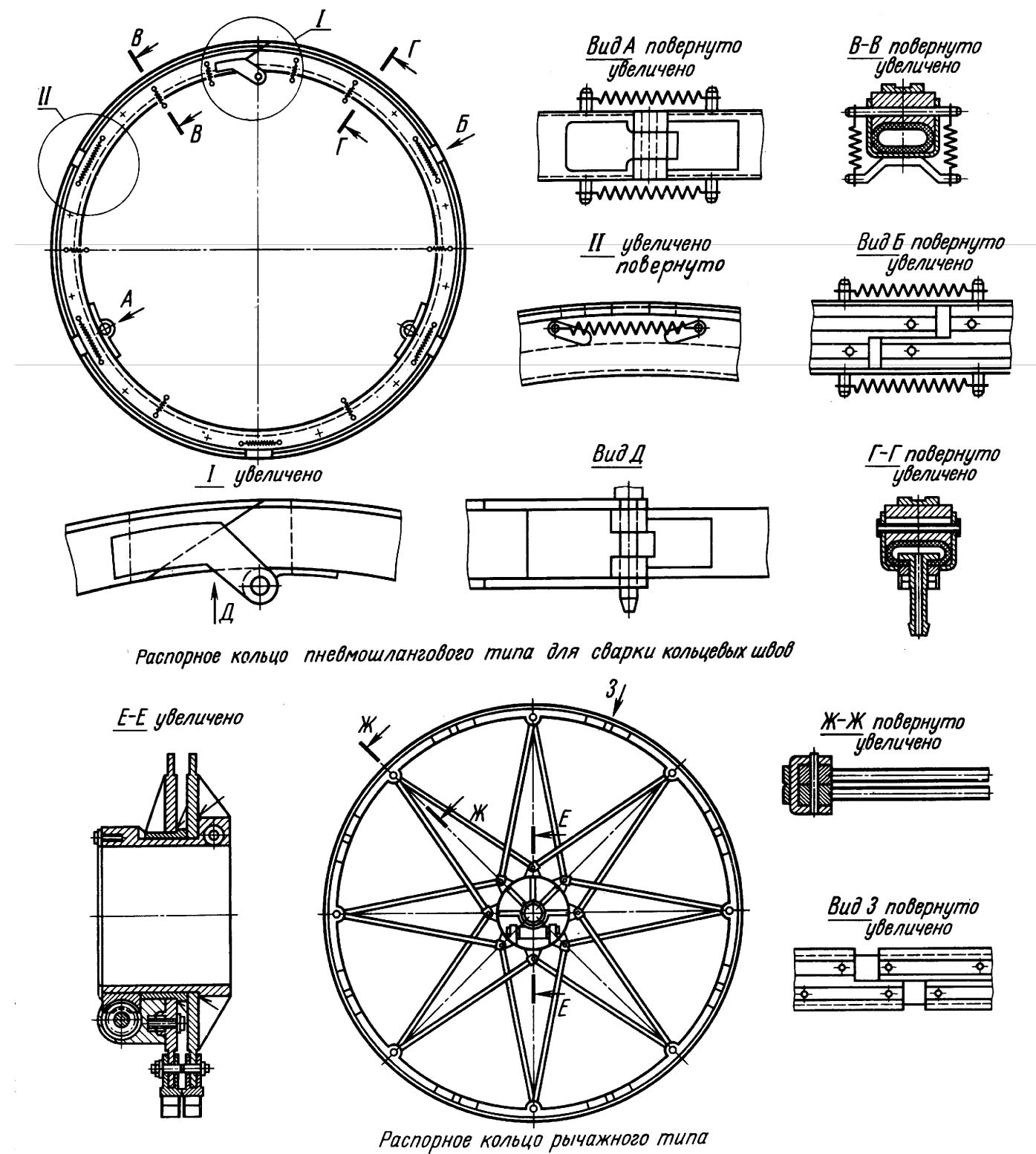
Распорное кольцо пневмошлангового типа для сварки кольцевых швов
Распорное кольцо рычажного типа
Автоматическую сварку кольцевых швов тонких обечаек обычно производят на распорных кольцах с подкладками. Типы распорных колец могут быть различными. На рис. показаны распорные кольца пневмошлангового и рычажного типов. Подкладки на распорных кольцах должны быть быстросъемными и иметь канавки для формирования обратной стороны шва. Подкладное кольцо с разъемом другого типа показано на рис. Иногда в канавку кольцевой подкладки подается защитный газ. Для прижатия кромок тонких обечаек можно применять стяжные кольца (ленты).
Применение различных активных металлов требует защиты зоны шва не только в момент расплавления, но и в процессе нагрева и охлаждения. Улучшение защиты обратной стороны шва может осуществляться постановкой в подкладку уплотнения из резины или подклейкой лент из газонепроницаемого материала с подачей в эти "карманы" защитного газа. Форма подкладок с каналами а для подачи защитного газа может быть различной в зависимости от типа соединения, причем иногда для увеличения скорости охлаждения. Прижатие свариваемых листов осуществляется медными пластинами J и J с медными охлаждаемыми водой трубками.
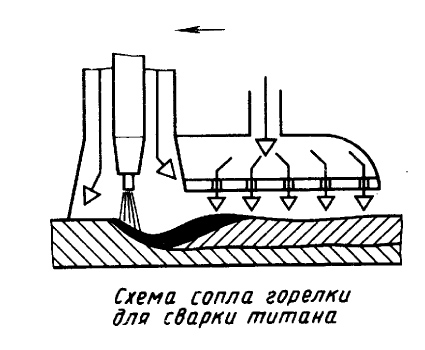
Схема сопла горелки для сварки титана
Для улучшения защиты шва с верхней стороны применяют специальное сопло с дополнительной камерой.
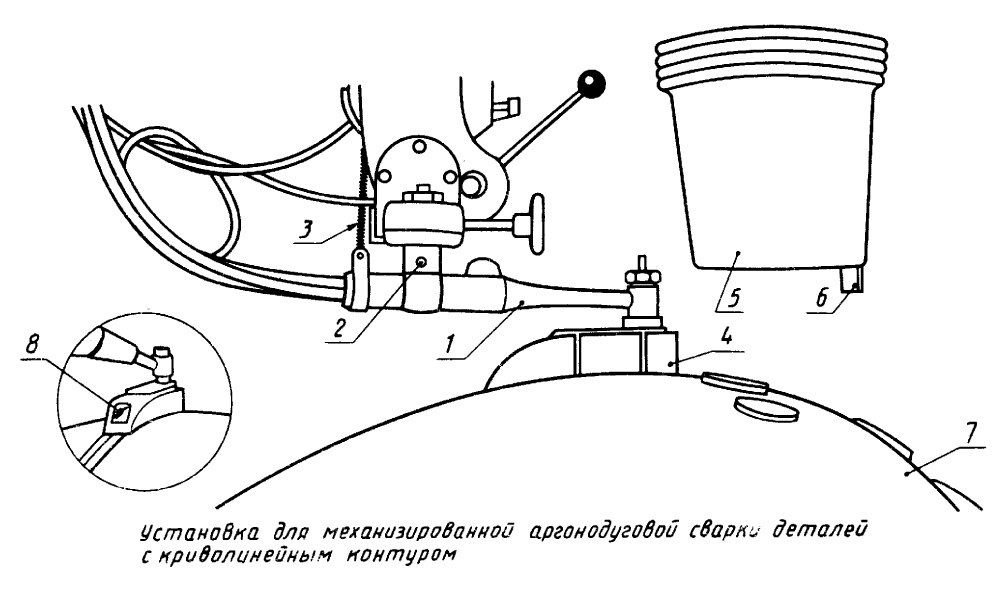
Установка для механизированной аргонодуговой сварки деталей с криволинейным контуром
Сварочная горелка, подвешенная на оси, с помощью пружины прижимает своим мундштуком с направляющим выступом камеру к изделию, поворачивающемуся со скоростью сварки. Наблюдение за дугой производится через защитное стекло.
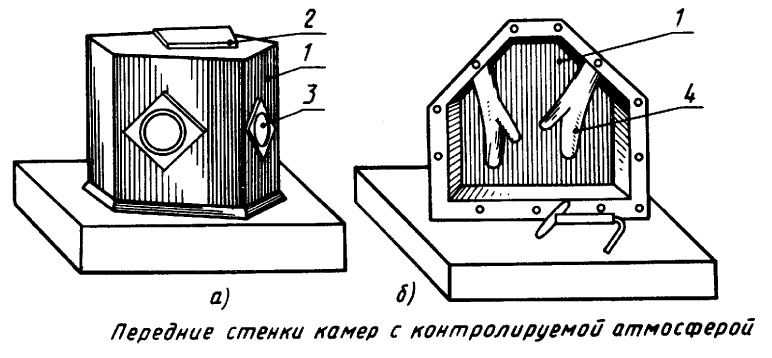
Передние стенки камер с контролируемой атмосферой
Более совершенная защита сварного соединения обеспечивается применением герметичных камер с инертной атмосферой, создаваемой после откачки воздуха. Сварка производится или вручную через рукава и резиновые перчатки, вмонтированные в стенки камеры, или с помощью автоматической головки, расположенной в камере. Наблюдение за процессом сварки ведется через смотровое окно. Сварку деталей больших размеров выполняют в обитаемых камерах с контролируемой атмосферой, в которых сварщики работают в скафандрах.
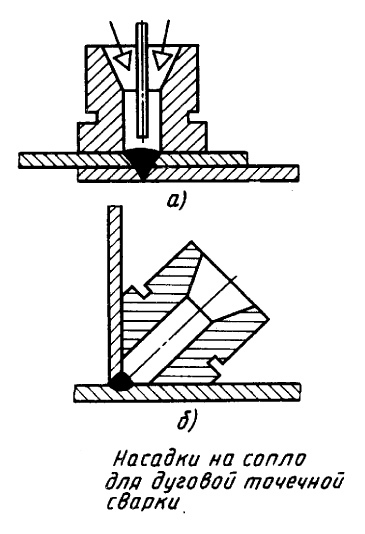
Насадки на сопло для дуговой точечной сварки
Дуговую точечную сварку в защитном газе с применением специальных насадок на сопло целесообразно использовать для прихватки и сварки нахлесточных, угловых тавровых соединений деталей толщиной до 6 мм.