Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Сварочные процессы как объекты регулирования и управления
Общая характеристика объектов автоматизации
Проектирование систем автоматического управления и регулирования следует начинать с детального изучения объекта автоматизации. Знание общих свойств объекта необходимо для выбора принципиальной схемы регулирования, технических средств измерения контролируемых и регулируемых величин, элементов системы регулирования и настроек.
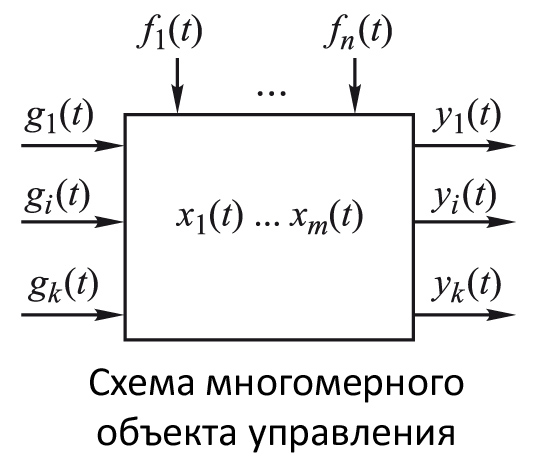
Схема многомерного объекта управления
Любой объект характеризуется количеством энергии и количеством вещества, проходящего через него. Режим работы, состояние объекта определяются совокупностью физических показателей – параметров – и текущими внутренними процессами, на характер которых влияют внешние воздействия. Их называют входными переменными (функциями, сигналами), а точки их приложения – входами (рис.). В автоматической системе часть входных воздействий (при условии, что они не содержат ошибок) дает системе информацию о задачах управления. Такие воздействия называют задающими (управляющими) воздействиями gk(t). Они либо вырабатываются управляющим устройством, либо задаются человеком.
Другие воздействия на объект, не связанные с задачами и результатами управления, называют возмущениями fn(t). Возмущающие воздействия могут быть приложены в разных точках объекта. Собственно, вследствие существования возмущений и возникает необходимость регулирования. Характер возмущений всегда случайный, природа же их зависит от природы объекта. Это могут быть изменения: скорости электрического двигателя (вследствие изменения нагрузки или напряжения питающей непосредственного измерения в процессе сварки основного показателя качества – диаметра ядра dя точки. Кроме того, трудности возникают из-за особенностей процесса сварки: кратковременности и прерывистого характера сварочного процесса; высоких энергетических параметров оборудования; сильных помех, создаваемых мощными электромагнитными полями сварочного контура.
Быстродействие – важнейшее требование к регуляторам процессов контактной сварки, поскольку в течение короткого промежутка времени (приблизительно 10-2 с) должны быть осуществлены операции измерения значения регулируемой величины, сравнения с заданным значением и выработки управляющего воздействия. Требуемое быстродействие и точность могут быть обеспечены только при использовании достижений современной электронной и микропроцессорной техники.