Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Системы автоматического регулирования параметров сварочного процесса и оборудования
Разомкнутые системы автоматического регулирования параметров процесса и оборудования
Задачей систем регулирования является стабилизация на уровне заданных технологией уставок параметров режима сварки (тока и напряжения в сварочной цепи, скорости сварки), основных показателей качества сварного соединения при действии на сварочный контур источник питания – источник нагрева – сварное соединение возмущений разной физической природы.
Эти системы условно разбиты на две группы:
1) САР, не охваченные контуром обратной связи по физическим и геометрическим параметрам объекта регулирования (сварочная ванна, канал проплавления, сварной шов, диаметр сварного ядра), характеризующим качество сварки. Такие САР названы разомкнутыми, хотя в их структуре допускается наличие собственных замкнутых контуров регулирования;
2) САР, охваченные обратной связью по физическим параметрам объекта регулирования. Эти САР являются замкнутыми.
Рассмотрим особенности регулирования параметров процесса в разомкнутых САР при различных способах сварки.
Настройка параметров и управление режимами аргонодуговой сварки неплавящимся электродом
Сварка неплавящимся электродом в инертных газах рекомендуется для соединения деталей из высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов, алюминиевых, магниевых и титановых сплавов, как правило, небольшой толщины. Наибольшее распространение получила аргонодуговая сварка свободной и импульсной дугой.
Технологическая характеристика и особенности управленияисточниками питания при сварке неплавящимся электродом.
При аргонодуговой сварке внешняя статическая характеристика позволяет оперативно в процессе сварки вести измерение парамеров переднего фронта сварочной ванны, наблюдаемой в зазоре стыка, а также ионно-парового облака (факела) над сварочной ванной.
Для телевизионных систем, работающих в оптическом диапазоне электромагнитных волн, основными являются спектрально-энергетические характеристики контролируемого объекта. Чувствительность телевизионного контроля повышается при согласовании спектральной характеристики передающей трубки телевизионной камеры с областью спектрального излучения контролируемых деталей зоны сварки (сварочной ванны, факела). Телевизионные камеры на видиконе имеют рабочую область в видимой части спектра (0,4...0,7 мкм).
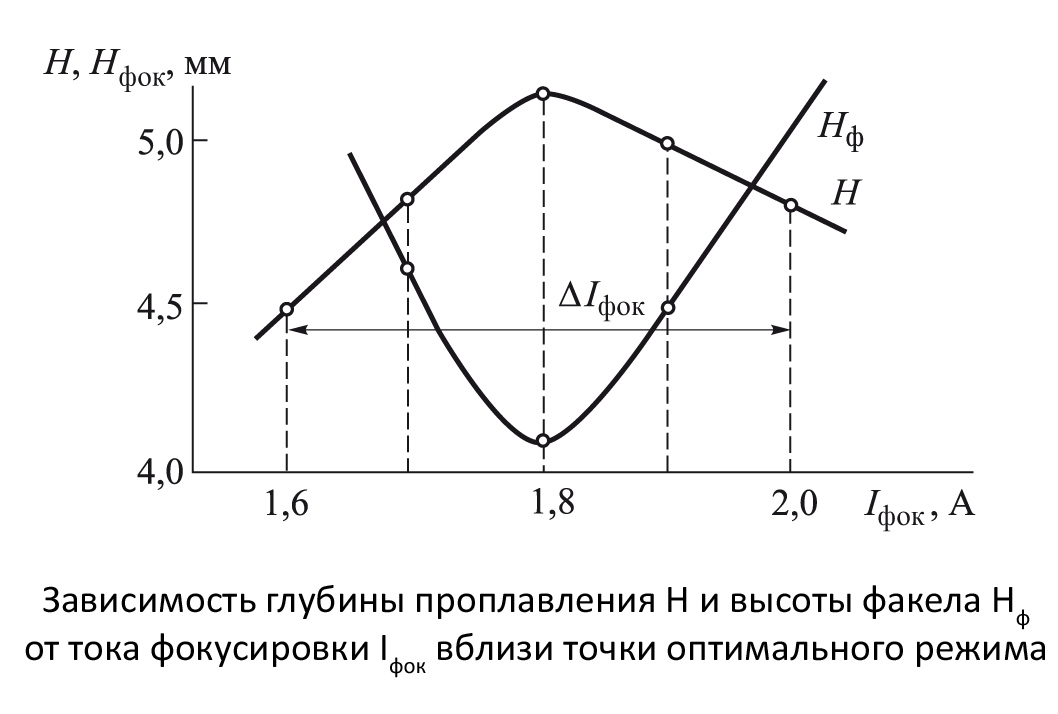
Зависимость глубины проплавления Н и высоты факела Hф
от тока фокусировки Iфок вблизи точки оптимального режима
Экспериментально установлен экстремальный характер высоты ионно-парового облака (факела) от тока фокусировки Iфок (рис.). При этом минимальная высота факела Hф соответствует каналу проплавления с максимальным коэффициентом формы. Обнаруженная связь используется при разработке замкнутых систем автоматического управления глубиной проплавления при ЭЛС.