Подпишитесь на нашу рассылку, чтобы получать последние новости и специальные предложения.
Сварочные операции: Дуговая сварка под флюсом
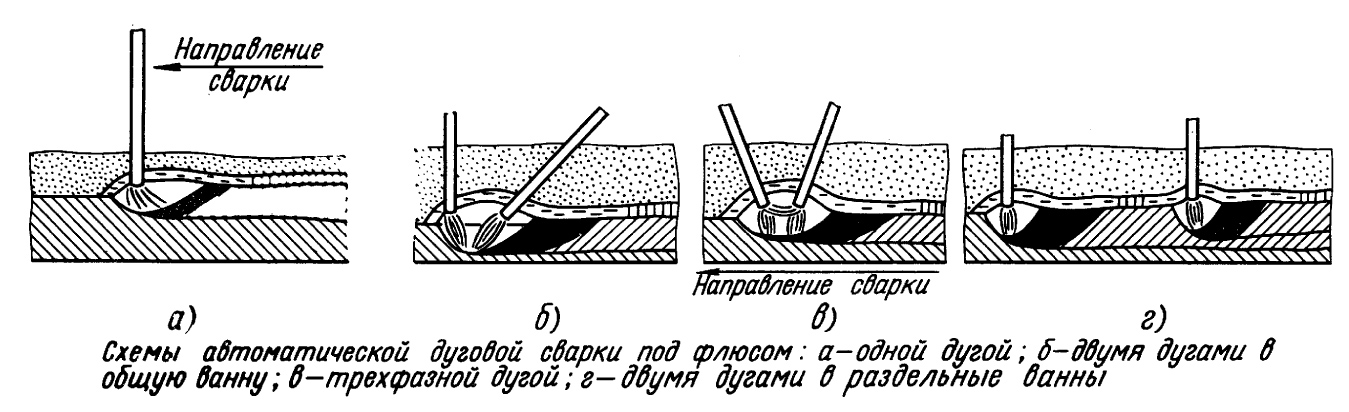
Схемы автоматической дуговой сварки под флюсом:
а - одной дугой; б - двумя дугами в общую ванну; в - трехфазной дугой; г - двумя дугами в раздельные ванны;
Дуговая сварка под флюсом. Автоматическая дуговая сварка под флюсом применяется для выполнения стыковых тавровых, угловых и нахлесточных соединений деталей из углеродистых, низколегированных и высоколегированных сталей, имеющих прямолинейные швы значительной протяженности (более 100 мм) или кольцевые швы при диаметре детали более 90 мм. Для выполнения коротких или криволинейных швов используют полуавтоматы. Основной областью применения сварки под флюсом следует считать выполнение соединений элементов средних толщин (4
... 40 мм).
В ряде случаев целесообразно использование многодуговой сварки. Так, например,
сварка расщепленным электродом с расположением электродов поперек шва позволяет понизить требования к точности сборки и производить сварку при переменной величине зазора (до 3 мм). Многодуговую сварку в общем плавильном пространстве применяют, когда требуются большие скорости сварки (80 ... 150 м/ч) стыковых и угловых швов большой длины (сварные трубы, балки, колонны, некоторые плоские конструкции). Двухдуговую сварку с раздельными сварочными ваннами
применяют при изготовлении конструкций из сталей, склонных к закалке.
Дозатор флюса при сварке по флюсу
Сварка по слою флюса применяется для конструкций из сплавов алюминия средней толщины. Требуемая высота слоя флюса обеспечивается дозатором.
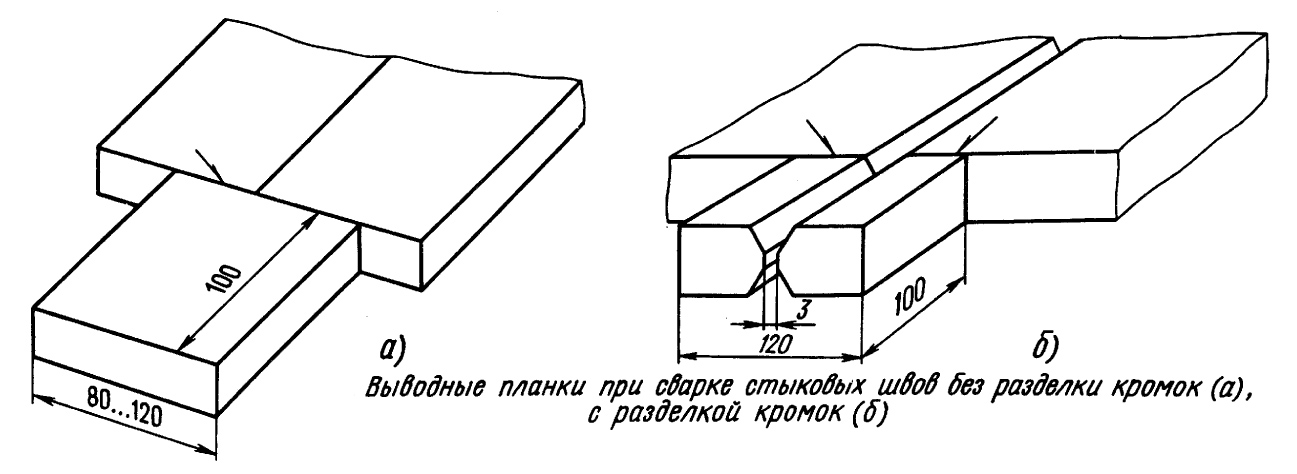
Выводные планки при сварке стыковых швов без разделки и с разделкой кромок
По сравнению с дуговой сваркой покрытыми электродами сварка под флюсом требует более тщательной сборки. Зазор и взаимное расположение листов при сварке стыковых швов без разделки кромок фиксируются прихватками и технологическими планками, на которых начинают и заканчивают сварку шва. Выводные планки должны прикрепляться к торцам свариваемых листов ручной или механизированной дуговой сваркой. При сборке стыковых соединений с разделкой кромок прихватки по длине стыка ставить не рекомендуется, выводные планки скрепляются с листами и между собой прихватками.
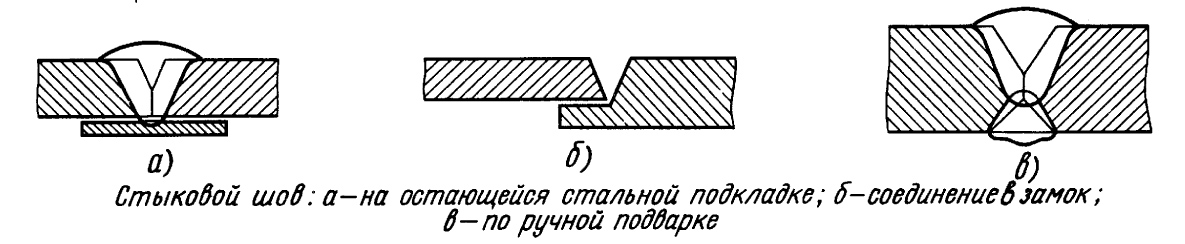
Стыковой шов: а - на остающейся стальной подкладке; б - соединение в замок; в - по ручной подварке
Наиболее рационально выполнять стыковые швы с полным проплавлением с одной стороны. Если при сварке изделий нет доступа к обратной стороне шва для размещения устройств, удерживающих жидкий металл сварочной ванны, например при сварке замыкающих швов сосудов, производят сварку на остающейся подкладке или применяют соединение в замок. Изредка, когда применять подкладные устройства затруднительно, используют автоматическую сварку по подварке ручной или механизированной дуговой сваркой.
Более целесообразно выполнять однопроходные односторонние стыковые соединения с формированием обратной стороны шва флюсовой подушкой, медными подкладками, флюсомедными подкладками и другими устройствами.
При сварке на флюсовой подушке формирование швов в значительной степени определяется величиной давления флюса и равномерностью его поджатия по длине шва. Поджатие флюса обеспечивается различными устройствами. Для сварки продольных швов флюсовая подушка подводится к месту расположения шва тележкой, предварительно прижимается снизу к свариваемому стыку винтовым домкратом, а более плотный поджим флюса (до требуемого давления) создается подачей сжатого воздуха в шланги. Сварка прямолинейных швов движущихся изделий может осуществляться на флюсоременной подушке. Флюс подается
винтовым конвейером и прижимается движущимся ремнем с помощью пружинного устройства.
Более надежное и качественное формирование шва при односторонней сварке достигается на медных и особенно на флюсомедных подкладках. Наличие канавки в медной подкладке и зазора в стыке обеспечивает доступ флюса к обратной поверхности шва при сварке и хорошее формирование шва. Медные водоохлаждаемые подкладки сложной формы позволяют сваривать листы одинаковой и различной толщины. Сварка осуществляется как на неподвижных, так и на скользящих относительно свариваемых кромок подкладках.
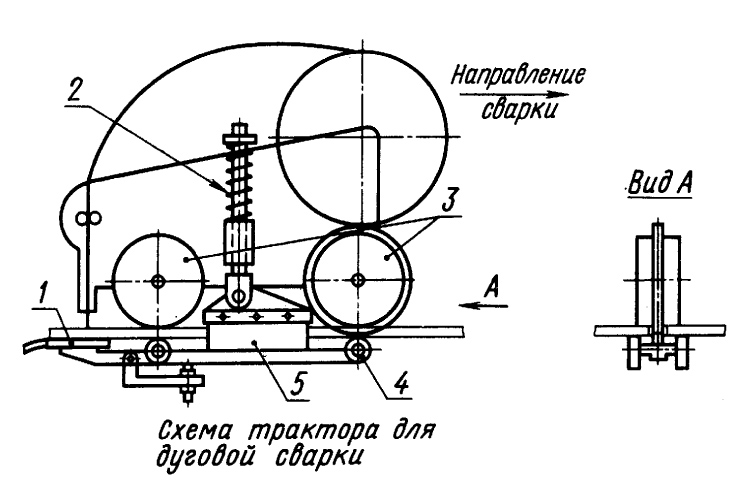
Схема трактора для дуговой сварки
Одностороннюю сварку листовых полотнищ с формированием обратной стороны шва скользящей медной подкладкой, перемещающейся в процессе сварки, успешно осуществляют сварочным трактором. Реборды колес трактора входят в зазор между листами. Прижатие бегунков подвески, несущей формирующий медный ползун, охлаждаемый водой, достигается поворотом эксцентрика с помощью пружины и тонкой тяги, проходящей через зазор.
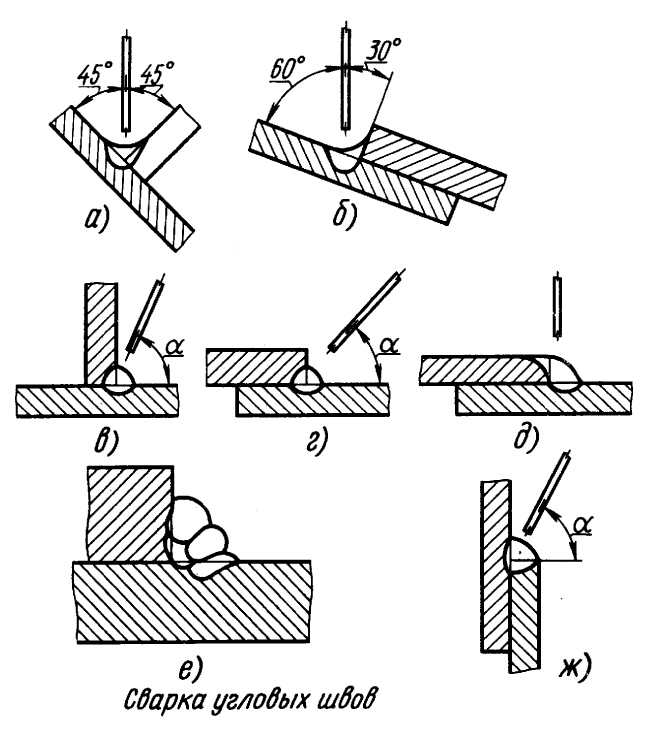
Сварка угловых швов
Приемы выполнения угловых швов под флюсом. Основным способом является однопроходная сварка в симметричную "лодочку" на весу. Если ширина зазора превышает 1 ... 1,5 мм, то, как и при сварке стыковых швов, необходимо принимать меры против протекания жидкого металла. Сварку угловых швов следует начинать и заканчивать на выводных планках.
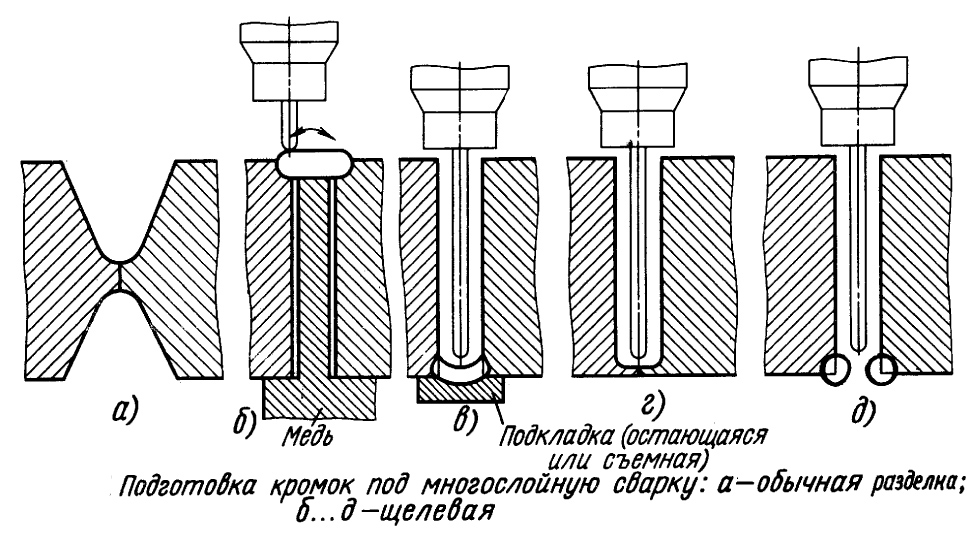
Подготовка кромок под многослойную сварку:
а - обычная разделка; б-д - щелевая
Для многослойной сварки стыковых соединений элементов большой толщины (30 ... 350 мм) применяют разделку кромок различной формы. Щелевая разделка имеет значительно меньшее сечение шва, чем обычные разделки, что приводит к меньшим сварочным деформациям. Щелевая разделка успешно применяется в соединениях углеродистых, низколегированных и коррозионно-стойких сталей, а также алюминиевых и титановых сплавов.
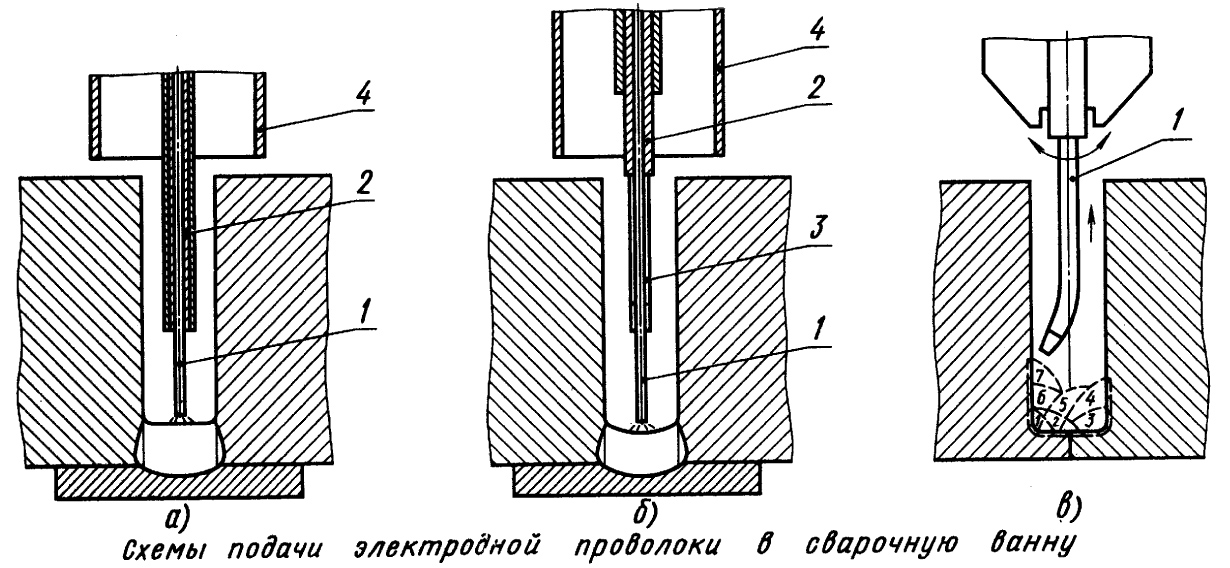
Первый слой при сварке может быть выполнен на медной подкладке, остающейся или
съемной подкладке, на притуплении разделки или на притуплении, образованном предварительно наплавленными валиками. Притупление в середине стыка при двусторонней разделке кромок также может быть образовано предварительной наплавкой валиков. Электродная проволока подается сварочной головкой в узкую разделку по контактной токоподводящей трубке или по изолирующей жаростойкой направляющей, которая необходима при увеличенном вылете электрода.
Схемы подачи электродной проволоки в сварочную ванну
Для раскладки валиков при сварке в два или три слоя по ширине разделки используют изогнутый токоподводящий мундштук, который поворачивается при наплавке соседнего шва в слое.